Их изготавливают цельными с хвостовиком или насадными па оправку. Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
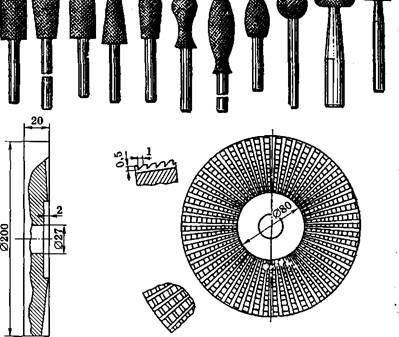
Дисковые напильники применяют для зачистки отливок поковок, снятия заусенцев на станках типа наждачных точ Диск имеет диаметр 150...200 мм и толщину 10...20 мм. Зуб фрезерованные или насеченные.
Стержневые напильники закрепляют на опиловочных станках с возвратно-поступательным движением в специальных патронах или в центрах — держателях станка. Эти напильники имеют такие же профили и насечку, как и напильники общего назначения
Новые напильники имеют светло-серый цвет и ровную насечку. Наличие на их поверхности темных мест свидетельствует о некачественной закалке или о том, что инструмент окислился. Дребезжание при постукивании указывает на наличие трещин.
Увеличение срока службы напильника обеспечивается правильным уходом. Так, например, нельзя обрабатывать напильником материалы, твердость которых превышает его твердость. Нельзя ударять по напильникам: из-за хрупкости они могут давать трещины и ломаться. Их укладывают на специальные подставки. Новым напильником надо обрабатывать сначала мягкие металлы, а после некоторого затупления более твердые. Необходимо помнить, что новыми напильниками не следует опиливать поверхность с окалиной или литейной коркой. Поверхность с окалиной надо снимать на обдирочном наждачном точиле или насеченным ребром старого напильника. Нельзя также использовать новые напильники для опиливания мягких материалов (свинца, олова, красной меди), так как стружка этих металлов забивает впадины между режущими зубьями. Перед опиливанием мягких и вязких материалов напильник натирают мелом, что уменьшает его забивку стружкой. На рабочую часть напильника не должны попадать пыль, стружка, влага (вызывает коррозию), масла (замасленные напильники не режут, а скользят по металлу). Напильники замасливаются и в том случае, если их протирают открытой ладонью.
По окончании работ напильники очищают от стружки металлическими щетками или скребками из мягких металлов, перемещаемыми вдоль насечки. Для удаления оставшейся между зубьями стружки напильник помещают на 8... 10 мин в 10%-й раствор серной кислоты, после чего
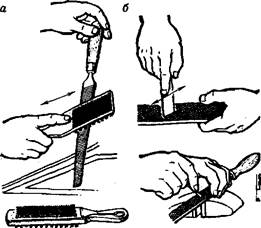
Чистка напильника: а — металлической щеткой; б — скребком из мягкого металла
промывают в воде, очищают щеткой, нейтрализуют в растворе каустической соды, промывают в горячей воде и суша- Сильно замасленные напильники натирают древесным угле либо опускают в раствор каустической соды, после чего промывают и сушат.
Перед опиливанием алюминиевых сплавов напильник для уменьшения его засаливания следует натереть стеарином.
Самостоятельная работа: Выбор напильников для опиливания
Дата: 2019-05-28, просмотров: 437.