как образовавшиеся оксиды очень густые и не удаляются продувкой.
Электрические методы применяются для разрезания высоколегированных и жаростойких сталей, а также твердых сплавов, которые трудно поддаются или совсем не поддаются разрезанию обычным инструментом. К ним относят электродуговую, электроискровую и анодно-механическую резку.
Электродуговая резка металла применяется в тех случаях, когда газовая резка невозможна. Ее используют при разрезании стали, чугуна, цветных металлов и сплавов. Суть этой резки .заключается в том, что благодаря высокой температуре, создаваемой электрической дугой, металл плавится и, стекая, разрезает заготовку в зоне реза. Резку выполняют металлическим, угольным или графитовым электродом. Более качественную резку обеспечивают металлические электроды.
129
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100...200 В. Когда напряжение на электродах 1 (инструмент) и 2 (заготовка) достигает пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20...200 мкс.
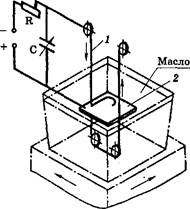
. Электроискровая резка заготовок: 1 — проволока (инструмент); 2 — заготовка
Температура разряда достигает 10 ООО...12 ООО °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Разрядами, непрерывно следующими друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01...0,05 мм.
Самостоятельная работа : Брак и способы его устранения при резке.
9 Правка и гибка металлов.
Цель изучить:- суть процессов правки и гибки.
- разновидности процессов правки и гибки.
Суть гибки
Гибка — слесарная операция по обработке металлов давлением, в результате которой заготовке или детали придается необходимая изогнутая форма. Это одна из наиболее распространенных слесарных операций. Она бывает ручная и машинная; выполняется при холодном либо горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Детали и заготовки больших сечений гнут с предварительным подогревом, в результате чего металл становится более пластичным, что облегчает процесс гибки.
Суть гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах (рис. 6.1), действует Р, которая вызывает в заготовке изгибающие напряжения; если эти напряжения не превышают предел упругости материала, то заготовка принимает первоначальный вид, т.е. выпрямляется. Однако при гибке необходимо добиться, чтобы после снятия нагрузки заготовка сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической.
6
В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатия. Не изменяется длина слоя, которая совпадает с осевой линией. Этот слой металла называют средним или нейтральным. Только он в процессе гибки не деформируется, а значит, не меняет своих размеров. Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою. Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.

Трубы гнут ручным или машинным способом, в холодном и горячем состоянии, с наполнителем и без наполнителя. Способ гибки зависит от диаметра и материала трубы и величины угла загиба.
Стальные трубы диаметром до 10 мм гнут без наполнителя в холодном состоянии в гибочных приспособлениях. Стальные трубы диаметром от 10 до 30 мм гнут также в холодном состоянии, но с наполнителем. Чтобы при гибке на трубе не образовались складки, в нее засыпают мелкий сухой речной песок. Для этого один конец трубы заглушают деревянной пробкой, засыпают песок, слегка постукивая по трубе снизу вверх, уплотняют его и ставят вторую пробку. Стальные трубы диаметром более 30 мм гнут в горячем состоянии с наполнителем. В пробках, которымизаглушена труба, делают отверстия для выхода воздуха и газов при ее нагреве, иначе трубу может разорвать при гибке. Место изгиба намечают мелом.
Правка — слесарная операция по обработке металлов давлением с целью устранения на заготовках и деталях вмятин, выпучин, волнистостей, искривлений, короблений и других дефектов. Это подготовительная операция, предшествующая дальнейшей технологической обработке заготовки.
Правка осуществляется при холодном либо горячем состоянии заготовки (при больших ее сечениях); она выполняется ручным или машинным способом.
Горячая правка производится при температуре 850...1100°С для стальных заготовок, 350...470 °С для заготовок из дюралюминия. Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок. Правке подвергают только пластичные металлы и сплавы. Бронза и чугун правке не подлежат.
5
Рихтовка — слесарная операция по правке закаленных деталей, а также деталей, изогнутых через ребро жесткости. Устранение дефектов при рихтовке происходит за счет растяжения (т.е. удлинения) той или иной части металла детали. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком по детали;
Самостоятельная работа: Машинная правка и гибка.
10 Инструменты применяемые при правки и гибки.
Цель изучить:- перечень инструментов применяемых при правке и гибке;
- перечень приспособлений применяемых при правке и гибке.
-приемы правки игибки.
Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком по детали; при этом

Правильные приспособления: а — рихтовальные бабки; б — правильная плита; в — наковальня
используют рихтовальные бабки. Рабочая часть поверхности рихтовальной бабки может быть цилиндрической или сферической формы с радиусом закругления 150...200 мм. Точность рихтовки достигает 0,05 мм.
Ручная правка выполняется на стальных или чугунных правильных плитах, имеющих ровную и чистую рабочую поверхность. Самые распространенные размеры плит — 400х400, 750х 1000,1000х 1500 мм. Устанавливают плиты на металлические или деревянные подставки высотой 800...900 мм. Мелкие детали правят на наковальнях.
В качестве инструмента для ручной правки используют слесарный молоток с круглым полированным бойком (молоток с квадратным бойком оставляет на заготовке вмятины); молотки со вставными бойками из мягких металлов — меди, свинца, а также дерева; деревянные молотки (киянки); гладилки (деревянные или металлические бруски). Для правки закаленных деталей применяют рихтовальные молотки с радиусными бойками массой 400...500 г. На рис. показан рихтовальный молоток, в корпус которого вмонтирован рабочий носок из твердого сплава.
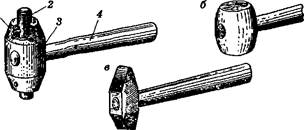
. Молотки для правки: а — со вставными бойками из мягких металлов (I — штифт; 2 — боек; 3 — корпус; 4 — ручка);б— деревянный молоток (киянка); в — рихтовальный с радиусными бойками
1
а
Дата: 2019-05-28, просмотров: 432.