Допустимый зазор
А-А
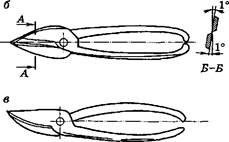
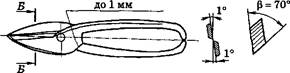
Рис. 7.8. Ручные ножницы:
а — правые; б — левые; в — с криволинейным режущим лезвием
В сечении режущая часть ножниц имеет форму клина с углом заострения = 70° . Большой угол заострения берется для того, чтобы при резке лезвия не выкрашивались.
Ручные ножницы изготавливают с прямыми (, а, б) и криволинейными (,в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы бывают правые и левые. Правыми называют ножницы, у которых во время резки скос на нижнем лезвии находится с правой стороны, левыми — ножницы, у которых скос находится слева. Правыми ножницами режут по левой кромке изделия в направлении движения часовой стрелки, а левыми ножницами — по правой кромке изделия против хода часовой стрелки. В основном применяют правые ножницы, так как при резке все время видна разметочная риска.
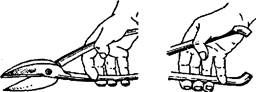
. Приемы держания ножниц


. Приемы резки ножницами: а — правыми; б — левыми
При резке ножницы держат в правой руке. Большой палец располагают на верхней рукоятке, тремя пальцами обхватывают нижнюю рукоятку, а указательный палец или мизинец помещают между рукоятками (для раздвигания их).
Наименьшее усилие при резке будет тогда, когда материал глубже вдвигается в зев лезвия ножниц. Однако при большом раскрытии лезвий горизонтальная составляющая усилия резания увеличивается настолько, что ножницы не режут, а выталкивают металл. При величине угла раскрытия примерно 30° силы трения и усилие левой руки рабочего способны противодействовать выталкивающему усилию. Этот угол следует считать наиболее благоприятным для резки металлов ручными ножницами. Ножницы устанавливают перпендикулярно к разрезаемой поверхности (иначе они будут мять металл) и перемещают по разметочной линии, плотно прижимая к прорези. Чтобы отрезаемая полоса металла не мешала, ее отгибают. Ножницами режут только пластичные металлы и сплавы. Листовой металл толщиной до 2 мм можно разрезать ручными ножницами, как показано на рис.. Ножницы нижней ручкой закрепляют в слесарные тиски, левой рукой подают заготовку в разъем лезвий, а правой рукой создают усилие резания и разжим ножниц. Не разрешается наносить удары молотком по верхней ручке, так как это может вызвать поломку ножниц.
. Схема усилий при резке . Резка ножницами в слесарных тисках

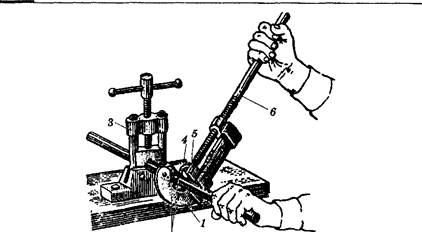
Для резки листовой стали толщиной до 2,5 мм применяют силовые ножницы. При работе рукоятку 8 (с насечкой) закрепляют в тисках, а рукоятку 1 (рабочую с пластмассовым наконечником) захватывают правой рукой. Рабочая рукоятка 1 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 3 заканчивается ножом 5 и соединен витом 6 через шайбу 4 с рукояткой 8. Эта система рычагов увеличивает силу резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам потайными заклепками. Эти ножницы имеют специальное приспособление для резки прутков диаметром до 8 мм.
Для разрезания металла толщиной до 2 мм применяют стуловые ножницы. Нижнюю ручку закрепляют в параллельных тисках или крепят на столе либо на другом жестком основании. Эти ножницы малопроизводительны, при работе требуют значительных усилий, поэтому их применяют для разрезания небольшой партии деталей.
Для разрезания листового металла толщиной до 4 мм применяют рычажные ножницы. Нижний нож 1, заточенный под углом 90°, закреплен на основании ножниц неподвижно. Верхний нож 3 с криволинейным лезвием перемещается рычагом 2. Разрезаемый металл 4 укладывают на нижний нож так, чтобы разметочная линия располагалась под верхним ножом. Движением рычага вниз лист надрезают. Затем рычаг отводят, заготовка подается дальше по разметке, и процесс многократно повторяют до полного разрезания.
. Резка труб труборезом: 1 — корпус; 2 — режущие ролики; 3 — трубный прижим; 4 — подвижный ролик; 5 — подвижная щека; 6 — винт
На рис. 1.11 показана конструкция еще одних рычажных ножниц для резки листового материала, круглых прутков и металлических угольников размерами 35 х 35 х 5 мм. Для резки труб без снятия стружки используют труборезы. Резка труборезом производительнее, чем ножовками. Труборезы изготавливают трех размеров: №1,2,3 для разрезания труб диаметром соответственно 1/4...3/4", 1...2,5" и 3...4". 'Грехроликовый труборез имеет два острозаточенных режущих диска (ролика) 2, установленных на неподвижных осях в корпусе 1, и подвижный ролик 4, установленный в подвижной щеке 5. Трубу зажимают в трубном прижиме 3. На нее надевают труборез и, вращая винт 6, вдавливают ролик в металл. Вращают труборез вокруг трубы и выполняют резку по разметке, периодически поджимая ролик. Место реза смазывают машинным маслом. Машинная резка выполняется с применением отрезного оборудования и устройств различного вида.
На рис. показана конструкция пневматических ножниц, с помощью которых можно резать листовую сталь толщиной до 2,5 мм и листы из цветных металлов толщиной до 4мм. При нажиме курка 4 золотник 6перемещается во втулке вниз и соединяет канал 3 в рукоятке 2 с нижним воздухо-проводящим каналом во вставке 18. Сжатый воздух от штуцера 1поступает в камеру 7, а из нее — под поршень 8 камеры 9.
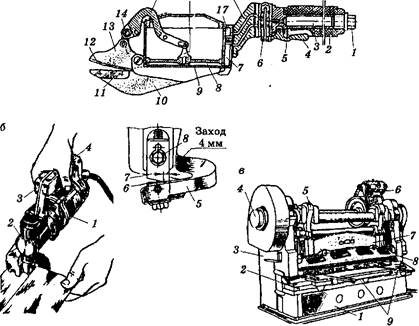
. Машинные ножницы: а — пневматические (1 — штуцер; 2 — рукоятка; 3 — канал; 4 — курок; 5 — пружина; 6 — золотник; 7,9 — камеры; 8 — поршень; 10 — неподвижная губка; 11 — нижний нож; 12 — верхний нож; 13 — подвижная губка; 14 — серьга; 15 — рычаг; 16 — шток; 17 — воздухоприемная камера; 18 — втавка); б — электрические (2 — электродвигатель; 2 — редуктор; 3 — выключатель; 4 — рукоятка; 5 — скоба; 6 — нижний нож; 7— верхний нож; 8 — эксцентрик); в — гильотинные (1 — станина; 2 — стол; 3 — стойка; 4 — кривошипный вал; 5 — шатун; 6 — электродвигатель; 7 — ползун; 8 — прижим; 9 — кронштейн)
Шток 16 поршня при этом поднимает правое плечо рычага 15, который, поворачиваясь, опускает серьгу 14, смыкая подвижную губку 13 и неподвижную 10. Верхний нож 12, опускаясь, давит на металл, оба ножа (11 и 12) сминают его поверхность, а затем разделяют металл. При отпускании курка он под действием пружины 5 возвращается в исходное положение, золотник 6 соединяет канал 3 с воздухоприемной камерой 17 и опускается, а верхний нож отходит вверх. При многократном нажатии и отпускании курка ножи продолжают резание, перемещаясь вперед по разметочным рискам. Производительность таких ножниц составляет 2,5 м/мин.
Электрические ножницы вибрационного действия. При резке ножницы держат правой рукой (указательный палец помещается на рычаге выключателя с курком). Левой рукой лист подают между ножницами, направляя его под режущую кромку верхнего ножа согласно разметке. Электрическими ножницами разрезают листовую сталь толщиной до 2,7 мм. Их производительность составляет 3...6 м/мин.
Гильотинные ножницы с наклонными ножами позволяют резать листовой металл толщиной до 32 мм, реже — полосовой прокат. Они имеют нижний неподвижный и верхний подвижный ножи.
Роликовые ножницы имеют два острозаточенных ролика или дисковые ножи. От электродвигателя через механическую передачу они получают вращение в разные стороны. Материал затягивается роликами и, проходя между ними, разрезается Они позволяют резать полосы, вырезать круглые диски и кольца, фасонные изделия из листового металла толщиной до 30мм.
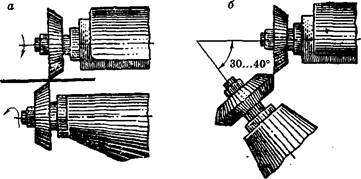
. Роликовые ножницы: а — с параллельным расположением роликов; б — с наклонным расположением нижнего ролика
Для машинной резки со снятием стружки могут быть использованы механические ножовки (ножовочные пилы) и дисковые пилы.
Механические ножовки делятся на две группы: стационарные и переносные.
Газовая (автогенная) резка ведется с помощью обычного газосварочного оборудования; при этом сварочная горелка заменяется резаком, подающим ацетиленокислородную смесь.
Резаки бывают универсальные и специальные. К специальным относят резаки для подводной резки, вырезания отверстий и т.д. Существуют полуавтоматические и автоматические машины для газовой резки, обеспечивающие хорошее качество реза, высокую производительность и достаточно точность разрезания. Газовой резке могут подвергаться заготовки большой толщины (до 400мм, а иногда и более). Чугун цветные металлы и сплавы газовой резке не поддаются,

Дата: 2019-05-28, просмотров: 475.