Цель изучить:- Суть процесса зенкерования и развертывания.
- классификацию зенкеров и разверток.
Зенкерование — это операция по обработке предварительно просверленных, штампованных, литых цилиндрически конических отверстий в деталях с помощью зенкера с целью придания им более правильной геометрической формы, достижения более высокой точности размеров и качествен поверхности.
Зенкерованием обеспечивается точность обработки отверстий в пределах 9-11-го квалитетов точности, шероховат обработанной поверхности — √Ra 1,25... √Ra 2,5. Эта обработка может быть либо окончательной, либо промежуточной (по чистовой) перед развертыванием. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
В качестве инструмента для подготовки предварительно сверленного отверстия к развертыванию применяются зенкеры, позволяющие увеличивать диаметр отверстия на 0,7...3,0 мм. Зенкерование выполняется на сверлильных станках. Как и сверло, зенкер совершает два рабочих движения: вращательное вокруг своей оси и поступательное вдоль оси. Толщина стружки, снимаемой режущими кромками зенкера, меньше толщины стружки при сверлении, поэтому при приблизительно равных скоростях резания подачу, как и при сверлении, увеличивают й 2,5-3 раза.
Зенкование — это операция по обработке конических и цилиндрических углублений и фасок в заранее просверленных отверстиях под головки болтов, винтов, заклепок с помощью зенковок.
По форме режущей части зенковки подразделяют на цилиндрические, конические и торцовые (цековки).
Развертывание — это операция по чистовой обработке отверстий с помощью развертки. Развертыванием обеспечивается точность обработки по 7-8-му квалитетам точности при шероховатости поверхности √Ra 1,25 ...√Rа0,63.
Развертывание отверстий выполняется как на сверлильных, так и на других металлообрабатывающих станках, а также вручную. Развертки для ручного развертывания называются ручными, а для станочного развертывания — машинными.
По устройству рабочей части зенкеры подразделяются на цельные и сборные, апо способу закрепления — на хвостовые и насадные. По форме зенкеры похожи на спиральные сверла, но имеют три или четыре режущие кромки, что позволяет обрабатывать отверстие более точно.
Зенкер состоит из рабочей части 2, шейки 4, хвостовика 5 и лапки 6. В свою очередь рабочая часть состоит из режущей (заборной) 1 и калибрующей 3 частей.

I — режущая (заборная) часть; 2 — рабочая часть; 3 — калибрующая часть; 4 — шейка; 5 — хвостовик; 6 — лапка
Зенкер имеет переднюю поверхность 1, режущие кромки 2, сердцевину 3, заднюю поверхность 4, ленточки 5.
Трехзубые зенкеры обычно выполняются хвостовыми и служат для обработки отверстий диаметром 12...35 мм.
Четырехзубые зенкеры делают насадными; они крепятся на специальной оправке из углеродистой стали и служат для обработки отверстий диаметром 21. ..100 мм.
211
Цельные зенкеры, а также режущие части сборных зенкеров изготавливают из
сталей марок 9ХС и Р6М5.

1 — передняя поверхность; 2 —режущие кромки; 3 — сердцевина 4 — задняя поверхность; 5 — ленточки; а — задний угол; у— пере, угол; ῳ — угол в плане; о) — угол наклона винтовой канавки; ß —угол
Заострения
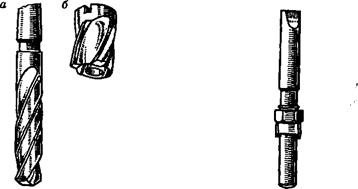
. Зенкеры: Оправка
Дата: 2019-05-28, просмотров: 452.