
Заточку зубил и крейцмейселей производят на заточных (точильных) станках Для заточки инструмента из инструментальной стали (углеродистой, легированной) применяют шлифовальный круг из электрокорунда зернистостью 40, 50 или 63 на керамической связке.Перед началом работы надо установить подручник заточного станка таким образом, чтобы зазор между ним и периферией шлифовального круга не превышал 2...3 мм, опустить защитный экран и включить заточный станок. Взяв зубило в обе руки, расположить его под углом 30...40° к периферии круга и с легким нажимом медленно перемещать по всей ширине круга. В процессе заточки зубило следует периодически поворачивать то одной, то другой стороной, что обеспечит равномерную и симметричную заточку. При этом его для охлаждения надо опускать в воду. Нельзя допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки и потере первоначальной твердости инструмента. Боковые грани зубила после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона. После заточки мелкозернистым абразивным бруском снимают заусенцы на режущей кромке зубила (заправляют зубило).
Рекомендуемые углы заточки зубила: 35...40° для рубки мягких материалов (алюминия, меди и латуни); 60° для материалов средней твердости (сталь); 70° для твердых материалов (чугун и твердая сталь).
Угол заточки проверяют шаблоном, на котором имеются угловые вырезы с углами 35°, 45°, 60°, 70.°
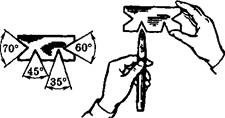
Контроль заточки зубила шаблоном
Резка металлов.
Цель изучить: сущность процесса резки металла; виды резки.
Резка (разрезание ) — операция по отделению частей от сортового либо листового металла. Резка отличается от рубки тем, что ударные усилия заменяются нагрузками. Она выполняется двумя способами: со снятием стружки и без снятия. Для резки со снятием стружки используются: ручная ножовка, отрезные ножовочные станки, пилы по металлу, металлорежущие станки (токарные, фрезерные, шлифовальные), автогенная газовая резка, анодно-механическая резка и т.д. Резка без снятия стружки производится ручными, рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, параллельными (гильотинными) ножницами, штампами и т.д. Резка бывает ручная и машинная.
Ручную ножовку применяют для разрезания листов, полосового, круглого и профильного металла, прорезания пазов, обрезки и вырезки заготовок по контуру и т.д.
Ручная слесарная ножовка состоит из станка (рамки) 5, рукоятки 6 и ножовочного полотна 3. Полотно вставляют концами в прорези подвижной 2 и неподвижной 4 головок, после чего закрепляют штифтами и натягивают винтом с барашковой гайкой 1. Ножовочные рамки изготавливают цельными и раздвижными. Первые служат для закрепления ножовочных полотен одной определенной длины, вторые позволяют закреплять ножовочные полотна разной длины.
Ножовочное полотно представляет собой узкую стальную закаленную пластину с зубьями на одном или двух ребрах и двумя отверстиями по краям .Длина ручного ножовочного полотна равна расстоянию между центрами двух ее отверстий. Согласно ГОСТ 6645-86 можно выделить следующие основные размеры ножовочного полотна: длина l , ширина h, высота b, шаг Р зубьев. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной l , равной 250 или 300мм, высотой b, равной 13 или 16 мм, шириной h, равной 0,65 и 0,8 мм соответственно.
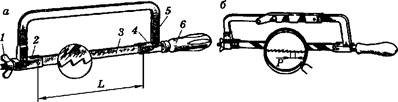
. Ручные слесарные ножовки: а — цельная (1 — барашковая гайка; 2 — подвижная головка; 3 — ножовочное полотно; 4 — неподвижная головка; 5 — рамка;
6 — рукоятка); б — раздвижная
Каждый зуб ножовочного полотна имеет форму клина и следующую геометрию: задний угол а, угол заострения передний угол у, угол резания 5. Для геометрии ножовочного полотна выполняются равенства:
а + Р + у=90°; а + р = 5.
При резке стружка, имеющая вид запятой, размещается между двумя соседними зубьями до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага Р. Для резки металлов различной твердости принимают следующие величины углов: у= 0...120, а= 35...40°, р = 43...60°. Для разрезания более твердых материалов применяются полотна, у которых угол заострения Р больше, для разрезания мягких материалов — меньше.
Шаг Р зубьев ножовочного полотна — расстояние между двумя смежными зубьями Выбор ножовочного полотна с соответствующим шагом зависит от свойств разрезаемого металла. Для разрезания чугуна, мягкой стали используется полотно с шагом 1,2... 1,5 мм, профильного стального
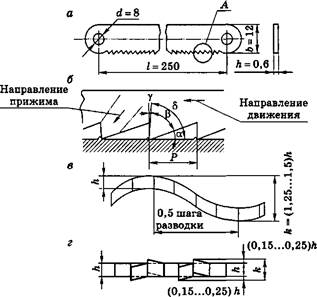
. Ножовочное полотно: а — устройство полотна; б — геометрия зуба полотна; в — разводка по полотну;г — разводка по зубу; h — ширина реза
проката и труб, цветных металлов — 1,25, тонкостенных труб, тонкого профильного проката, мягких и вязких металлов и сплавов (латунь, медь) — 1,0, для листовой стали — с шагом 0,8 мм.
Чтобы избежать заедания ножовочного полотна в металле, зубья разводят. Существуют два способа разводки: 1) по полотну (волнистая разводка), когда полотно изгибается так, чтобы образовать волны с шагом 8Р; 2) по зубу— разводятся в разные стороны только зубья и не затрагивается полотно. Разводка по полотну применяется для полотен с шагом до 0,8 мм, разводка по зубу — для полотен с шагом более 0,8 мм.
Полотна изготавливают из стали марок У10А, Р9, Х6ВФ твердостью HRC61...64.
Прежде чем преступить к резке металла, необходимо выбрать ножовочное полотно с учетом твердости, формы и размеров разрезаемого металла. Полотно ножовки надо устанавливать в прорези головок ножовочного станка так, чтобы зубья были направлены острием от ручки. При этом первым вставляют в неподвижную головку конец полотна до совпадения отверстий и фиксируют положение установкой в них штифта. Затем в прорезь подвижной головки вставляют второй конец полотна и закрепляют его вторым штифтом. Натягивают полотно вращением барашковой гайки ном перекосе может разорваться, а слабо натянутое изгибается в процессе резки и ломается.


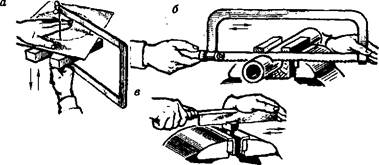
Приемы работы слесарной ножовкой: а — натяжение ножовочного полотна; б — положение правой руки; в — положение левой руки; г — врезание в прокат прямоугольного сечения; д — врезание в круглый пруток; е — разрезание тонкого листа
Затем заготовку размечают и надежно закрепляют в тисках. Высота тисков должна соответствовать росту рабочего . Стоять при резке надо вполуоборот к тискам, т.е.
под углом 45° к продольной оси тисков Расстояние между тисками и корпусом работающего должно быть 200...300 мм. Стоять перед тисками надо прямо, свободно и устойчиво. Левую ногу выставляют вперед и опирают на нее корпус. Ступни ног ставят так, чтобы они образовывали угол 60...700. Поза рабочего считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с ножовкой, установленной на губки тисков, образуется прямой угол .
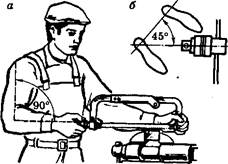
. Положение при работе ножовкой: а — корпуса и ножовки; б — ног (ступней)
Рукоятку ножовки обхватывают четырьмя пальцами правой руки, при этом конец рукоятки должен упираться в середину ладони, а большой палец накладывают вдоль ручки Левой рукой берут рамку ножовки так, чтобы большой палец находился внутри рамки. Для облегчения врезания ножовку наклоняют к заднему ребру : заготовки либо ставят у места реза металлический упор и упирают в него полотно ножовки. В некоторых случаях в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. При резке надо координировать усилия правой и левой рук. Движение ножовки должно быть строго горизонтальным. Нажимают на ножовку обеими руками, но наибольшее усилие делают левой рукой, а правой осуществляют возвратно-поступательные движения ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, а тянут ее на себя. При рабочем ходе нажимают на ножовку обеими руками, обеспечивая усилие резания.
При работе ножовкой необходимо соблюдать следующие правила:
· в работе должно участвовать все полотно;
· работать ножовкой следует не спеша, без рывков, плавно;
· ритм работы ножовкой — 30...40 двойных ходов в минуту при резке твердой стали, 40...50 при резке стали средней твердости и 50...60 двойных ходов в минуту для резки мягкой стали и цветных сплавов;
· короткие заготовки режут по наиболее широкой стороне;
· перед окончанием распила нажим на ножовку ослабляют, поскольку при сильном нажиме ножовочное полотно может сломаться и нанести рабочему травму;
· полотно надо периодически смазывать минеральным маслом или графитной смазкой;
· новым полотном следует резать более мягкие стали и сплавы, притупившимся — более твердые;
· нажим на ножовку зависит от твердости металла и размера разрезаемой детали (твердые металлы требуют более сильного нажима, чем мягкие, узкие детали — меньшего нажима);
· заготовка должна надежно закрепляться в тисках;
· если полотно «увело» в сторону от разметочной риски, надо повернуть заготовку и начать резку в новом месте.
Слесарной ножовкой разрезают заготовки разных профиля и сечений. При этом надо учитывать некоторые особенности разрезания этих заготовок.
1. Полосовой материал разрезают по узкой плоскости, если его .толщина обеспечивает одновременную работу не менее трех зубьев. Поэтому тонкий полосовой материал режут следующими способами: а) по широкой грани; б) по узкой грани зажав заготовку между двумя деревянными брусками; в) по узкой грани, собрав несколько одинаковых заготовок вместе (пакет). Данные способы резки узких заготовок исключают выкрашивание зубьев полотна.
2. Круглые, квадратные, шестигранные прутки режут при горизонтальном положении ножовки, но так, чтобы полотно не встречало при движении острых углов. Такие прутки обычно надрезают с двух или четырех сторон.
3. При резке достаточно широких поверхностей необходимо наклонять ножовку попеременно к заднему и переднему ребрам заготовки. При этом разрезание идет не по всей ширине среза и работа облегчается.
4. 
Приемы резки: а — пилой лобзика; б — резка трубы ножовкой; в — прорезание шлицев
При длинных или глубоких резах, когда не удается донести рез до конца из-за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшей резке, необходимо повернуть полотно в рамке на 90°.
5.При резке заготовок с замкнутым прямолинейным контуром резку также выполняют с поворотом полотна на 90°. Перед резкой в заготовке в местах пересечения будущих резов сверлят отверстия диаметром, равным ширине полотна, и, пропустив полотно через отверстия, закрепляют его в рамке и режут по разметке.
7. Резку трубы выполняют по разметке, зажав ее в параллельных тисках. Тонкостенные и чисто обработанные по наружной поверхности трубы режут, зажав их в тисках между двумя деревянными брусками При резке следует периодически поворачивать трубу. Резать надо при весьма легком нажиме и при этом не отклонять ножовочное полотно в сторону от разметочной риски. Если ножовку «уводит» в сторону от разметочной риски, то трубу надо повернуть и начать рез в новом месте.
8. Прежде чем приступить к разрезанию металла фасонного сечения, например углового профиля, необходимо с помощью угольника и чертилки нанести разметочные риски в местах реза на обеих полках (при разрезании швеллера риску следует нанести и на его стенку). После этого разрезаемый металл зажимают в тисках так, чтобы были видны риски обеих полок, и трехгранным напильником делают небольшой пропил по риске со стороны угла основания профиля. Установив ножовочное полотно в пропил, начинают резать профиль, держа ножовку в наклонном положении, а затем выравнивают и режут в горизонтальном положении. При резке ножовкой заготовок разного профиля необходимо все время следить за ее направлением, не давая отклоняться от разметочной риски.
9. Ножовку можно использовать для получения прорезей в головках винтов.
Самостоятельная работа: Механизация процесса резки.
Дата: 2019-05-28, просмотров: 522.