Число дефектов можно контролировать с помощью контрольной карты C точно также, как долю дефектных изделий. В основе использования карты C лежит распределение Пуассона.
Применение карты C возможно только при условии постоянного объема проверяемых изделий (n=const). В этом случае степень отклонения от требуемых норм можно выражать суммарным числом дефектов C, обнаруженных в проверенных изделиях (поскольку n постоянно, количество проверяемых единиц продукции можно не фиксировать).
Построим карту C (рис.13) для примера, приведенного в табл.6.
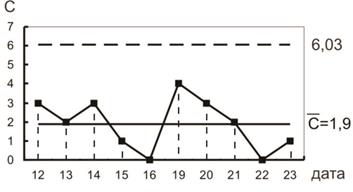
Рис. 13 контрольная карта суммарного числа дефектов C
 – среднее значение
– среднее значение  ;
;
 – стандартное отклонение
– стандартное отклонение  ;
;
верхняя граница регулирования  ;
;
нижняя граница регулирования  принимается равной нулю.
принимается равной нулю.
(Если при расчете нижней границы регулирования получается число меньше нуля, то нижняя граница регулирования принимается равной нулю).
На бланке карты C по вертикали откладывают суммарное число дефектов, а по горизонтали дату или номера выборок (постоянного объема).
Как видно из рис. 13 контрольные точки на карте C вписываются в пределы верхней и нижней границ регулирования, что свидетельствует о нормальном ходе технологического процесса. Если зафиксированное состояние технологического процесса по качественным показателям устраивает предприятие, то полученные значения ( , верхняя и нижняя границы регулирования) можно принять, как стандартные нормы на ближайший плановый период и выполнять контроль за техпроцессом на основе этих данных. При этом, если в результате очередной проверки окажется, что контрольная точка резко приближается или выходит за верхнюю границу регулирования, то необходимо срочно разобраться в ситуации с целью устранения установленных негативных факторов.
Карта контроля числа дефектов на единицу продукции
Карта контроля числа дефектов на единицу продукции (карта U) является более удобной (по сравнению с картой С), так как может применяться и при условии переменного числа проверяемых изделий (n), а также более информативной: число дефектов на единицу продукции – конкретный показатель технологического процесса, особенно когда речь идет об исправлении дефектов. (Суммарное число дефектов является несколько "размытой" оценкой).
Построим карту U для рассмотренного выше примера (см. табл.6):
 – среднее значение =
– среднее значение =  =
=  =0,146;
=0,146;
 – стандартное отклонение =
– стандартное отклонение =  =
=  =0,106;
=0,106;
верхняя граница регулирования  ;
;
нижняя граница регулирования  принимается равной нулю.
принимается равной нулю.
Если n переменно, то SU можно рассчитывать по среднему значению  . Тогда
. Тогда  = . (Если отношение конкретных значений проверяемых изделий n к
= . (Если отношение конкретных значений проверяемых изделий n к  лежит в пределах от 1/2 до 2, то можно при расчете SU применять ). На рис.14 приведена карта U. По вертикали откладывается число дефектов на единицу продукции, а по горизонтали – дата или порядковый номер проверяемой выборки.
лежит в пределах от 1/2 до 2, то можно при расчете SU применять ). На рис.14 приведена карта U. По вертикали откладывается число дефектов на единицу продукции, а по горизонтали – дата или порядковый номер проверяемой выборки.
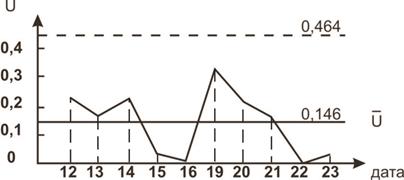
Рис.14. Контрольная карта U (числа дефектов на единицу продукции).
Построим контрольную карту U для случая, представленного в табл.7 – контроль сложного сборочного процесса, когда важно иметь корректную информацию не только по числу дефектов на единицу продукции, но также информацию о частоте появления различных дефектов. Контрольный листок (табл.7) является очень удобной формой слежения за сложным сборочным процессом (или сложным процессом механообработки и т.д.). Но его можно дополнить картой U. Для нашего случая: = =  =2,45. Количество проверяемых изделий за один рабочий день n изменялось незначительно (от четырех до шести). Поэтому расчет можно выполнять по .
=2,45. Количество проверяемых изделий за один рабочий день n изменялось незначительно (от четырех до шести). Поэтому расчет можно выполнять по .
=  =
=  =5,41, где K – число рабочих дней.
=5,41, где K – число рабочих дней.
= =  =0,6729
=0,6729
верхняя граница регулирования =  +3 =4,468,
+3 =4,468,
нижняя граница регулирования = -3 =0,432.
Полученные значения , верхней и нижней границ регулирования характеризуют процесс сборки за исследуемый (базисный) период – декабрь. После проведения анализа процесса, выявления наиболее часто встречающихся дефектов, установления причин некоторых дефектов и принятия мер по их устранению, можно ожидать, что в январе процесс сборки изделия A будет иметь меньшую дефектность. После проведенных мероприятий есть все основания предположить, что дефекты 1а и 3 не должны иметь место. Следовательно, при расчете реально достижимых норм на ближайший плановый период (январь) дефекты 1а и 3 можно исключить. Тогда получим:

=  =
=  =1,307 (130 –месячная программа)
=1,307 (130 –месячная программа)
верхняя граница регулирования = +3  =2,777,
=2,777,
нижняя граница регулирования = -3 <0.
нижняя граница регулирования принимается равной нулю.
Построим бланк контрольной карты U для наблюдения за сборочным процессом изделия А в январе (рис.15).
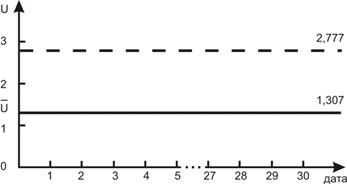
Рис.15 бланк контрольной карты на январь для наблюдения
Дата: 2019-02-24, просмотров: 396.