| Число проверенных деталей n | 
| 
| Верхняя граница регулирования

| Нижняя граница регулирования

|
| 430 | 20,736 | 0,28 | 0,35+0,84=1,19 | 0,35–0,84<0 |
| 500 | 22,361 | 0,26 | 0,35+0,78=1,13 | 0,35–0,78<0 |
| 650 | 25,495 | 0,23 | 0,35+0,69=1,04 | 0,35–0,69<0 |
| 700 | 26,457 | 0,223 | 0,35+0,669=1,019 | 0,35–0,669<0 |
| 800 | 28,284 | 0,208 | 0,35+0,626=0,976 | 0,35–0,626<0 |
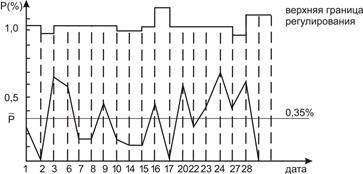
Рис. 11 Контрольная карта доли дефектных изделий P
Для случая с переменным объемом проверяемых выборок.
Представленные в табл.8 и на pис.11 результаты отражают свойства реального технологического процесса за февраль 1984 г. На основании приведенных данных можно сделать следующие выводы:
· в исследуемый (базисный) период процесс протекал достаточно точно и стабильно. Установлена средняя доля дефектных изделий 
· на ближайший плановый период можно планировать такой уровень дефектности, т.е. ;
· учитывая результаты анализа технологического процесса, можно рекомендовать переход от сплошного контроля к выборочному, что приведет к сокращению трудозатрат на контроль;
· по результатам проверки выборок из партии следует осуществлять наблюдение за технологическим процессом c помощью контрольных карт P с целью своевременного обнаружения отклонений и их устранения.
Карта контроля числа дефектных изделий (np) строится аналогично. Она может применяться только тогда, когда объем проверяемых изделий n, является постоянным (n=const). В бланке контрольной карты по вертикали наносят деления для числа дефектных изделий np, обнаруженных при проверке изделий, а по горизонтали – дату или порядковый номер проверяемой выборки.
Вычисляют среднее  от np
от np
=  , где
, где  – общее число дефектных изделий во всех выборках;
– общее число дефектных изделий во всех выборках;
K - число проверенных выборок.
 =
=  – стандартное отклонение.
– стандартное отклонение.
Верхняя граница регулирования =  +3 ; нижняя граница регулирования =
+3 ; нижняя граница регулирования =  -3
-3
(Если при расчете нижней границы регулирования получается число, меньше нуля, то она принимается равной нулю). Выполним расчеты для примера, представленного в табл.5
(n=400=const)
= =  =14,
=14,
 .
.
Верхняя граница регулирования =14+3´3,676=14+11,028=25,028; нижняя граница регулирования =14–3´3,676=14–11,028=2,972.
На рис. 12 представлена контрольная карта числа дефектных изделий np, построенная по данным табл.5.
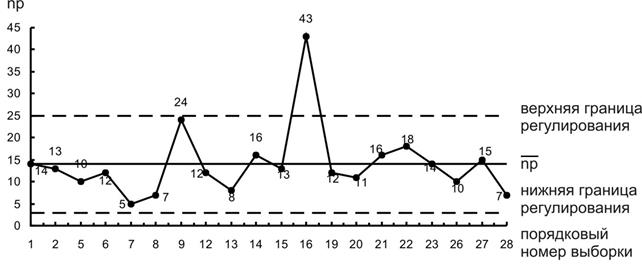
Рис.12. карта числа дефектных изделий ( np )
Рассмотренные контрольные карты (P и np) строятся на основе биномиального распределения. Оно описывает события, которые могут произойти, а могут и не произойти. Например, проверяемый образец может быть годным или дефектным. Однако в реальной действительности, включая и процессы контроля качества продукции, существует много ситуаций, при которых определение невыполнения (неосуществления) некоторого события вообще лишено смысла или является несущественным. Например, оценка числа дефектов в окраске панели прибора имеет смысл. Но оценка противоположного события, бессмысленна, как бессмысленна сама постановка вопроса о том, сколько таких дефектов отсутствует. Закон Пуассона может быть использован для изучения и контроля различных дефектов: окраски, изоляции провода, поверхности ткани, материала, сложных деталей, собранных механизмов.
С теоретической точки зрения необходимым условием применения закона Пуассона является неизменность среднего числа наступления рассматриваемых событий от испытания к испытанию. Как правило, перечисленные выше случаи отвечают изложенному требованию. В процессе анализа недопустимо смешение разнородных данных. Например, исследование и контроль дефектов при изготовлении эмалированной посуды различных размеров должны производиться для каждого размера отдельно. Аналогично, изучение дефектов гальванического покрытия должно выполняться для конкретной гальванической ванны дифференцированно для каждой продукции. В этом случае будет соблюдаться условие однородности статистических данных и неизменности среднего числа дефектов, приходящихся на одну деталь.
Дата: 2019-02-24, просмотров: 470.