Таблица 5.30
КАРТА ДЕФЕКТАЦИИ ДИСКА ВЕДОМОГО СЦЕПЛЕНИЯ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 142-1601130 | Диск ведомый сцепления в сборе |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Обломы, трещины, износ фрикционных накладок до заклепок
Ослабление заклепок крепления фрикционных накладок крепления ступицы
Поломка пружины демпфера
Износ боковых поверхностей шлиц ступицы
Коробление фрикционных поверхностей
Трещины, обломы ведомого диска
Технические требования к отремонтированной сборочной единице:
1. Головки заклепок должны чередоваться с разных сторон ведомого диска. Фрикционные накладки должны плотно прилегать к поверхностям ведомого диска.
2. Утопание головок заклепок относительно поверхностей Б не менее 1,5 мм.
3. Не параллельность поверхностей трения Б не более 0,2 мм.
Необходимо проследить, чтобы поверхности фрикционных накладок не были замаслены. Попадание смазочного материала на поверхности трения приводит к пробуксованию сцепления. Удалить смазочные материалы с поверхности фрикционных накладок можно промывкой в бензине.
Коробление ведомых дисков приводит к тому, что сцепление «ведет». Ведомые диски, имеющие коробление, следует править или заменить.
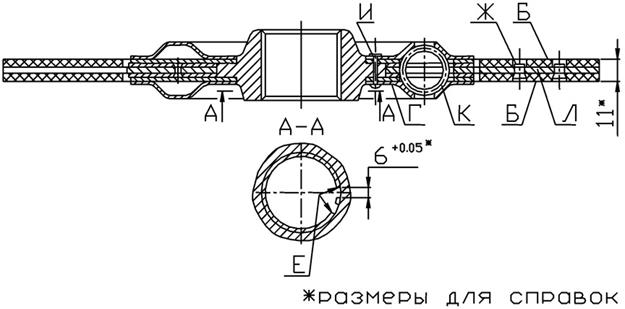
Рис. 5.51. Дефекты диска ведомого сцепления.
Муфта выключения сцепления в сборе
Таблица 5.31
КАРТА ДЕФЕКТАЦИИ МУФТЫ ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ В СБОРЕ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 17.1601180 | Муфта выключения сцепления в сборе | ВЧ 50 Сталь40Х | НВ 153…245 |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
I
Износ поверхности отверстия под хвостовик крышки заднего подшипника первичного вала коробки передач
Разрушение, ослабление посадки, заедание при вращении подшипника
Задир, износ поверхности шейки корпуса муфты под подшипник
Износ, срыв резьбы КГ 1/8" ОСТ37.001.311-83
При наличии дефектов на поверхности Г подшипник снимают. Далее необходимо, осталивают поверхность Г с использованием нерастворимых (графитовых) внутренних анодов и шлифуют поверхность Г до Ø 55+0,12 мм, базируясь по поверхности Д. Затем, если требуется, осталивают наружную поверхность Д по обычной технологии, за базу при шлифовании берут поверхность Г.
При наплавке поверхность Г дает усадку, ее можно поправить разверткой до Ø 55+0,12 мм.
Изношенный торец Т подшипника шлифуют «как чисто» на плоскошлифовальном станке.
При сборке подшипник запрессовывают до упора. Радиальное усилие сдвига подшипника поз. 4 должно быть 60..100 Н.
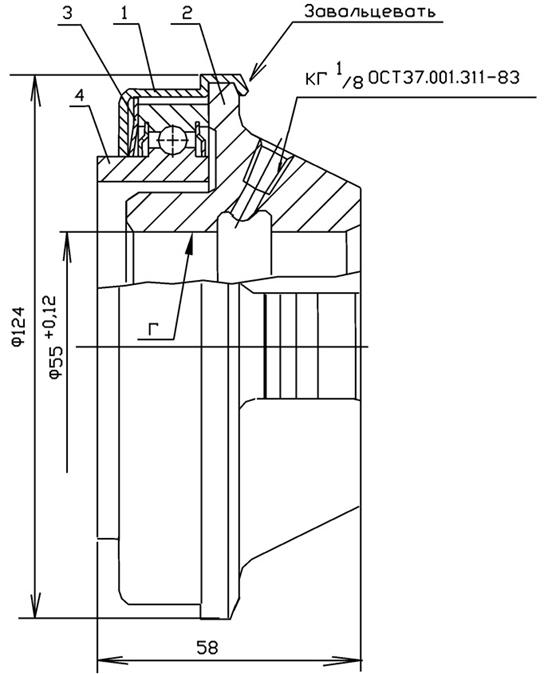
Рис. 5.52. Дефекты муфты выключения сцепления.
Дата: 2018-11-18, просмотров: 495.