Таблица 5.22
КАРТА ДЕФЕКТАЦИИ ДИСКА НАЖИМНОГО СЦЕПЛЕНИЯ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 17.1601093 | Диск нажимной сцепления | СЧ21 | НВ 180…241 |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Неравномерный износ, задиры, прожиги на поверхности трения
Дисбаланс
Общий износ, задиры и прожиги на поверхности В снимают плоским шлифованием до выведения дефектов, при этом толщина диска не должна быть менее 53,0 мм. Наличие волосяных трещин на поверхности В не является браковочным признаком. При плоском шлифовании базируют деталь на магнитном столе в приспособлении относительно поверхности Д или на столе диска Е.
При балансировке диск устанавливают на оправку поверхностью Д, затем балансируют с точностью до 30гхсм, высверливая по периферии поверхности Е отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
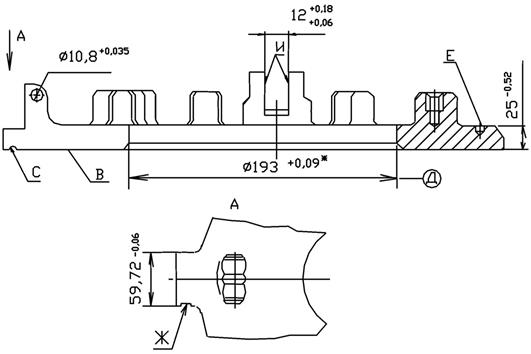
Рис. 5.43. Дефекты диска нажимного сцепления.
Диск ведущий сцепления средний (сц. мод. 17)
Таблица 5.23
КАРТА ДЕФЕКТАЦИИ ДИСКА ВЕДУЩЕГО СЦЕПЛЕНИЯ СРЕДНЕГО
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 17-1601094 | Диск ведущий сцепления | СЧ 21 | НВ 180-241 |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Ж
Неравномерный износ, задиры, прожиги на поверхности трения
Скол, облом с ненагруженной стороны шипа
Срез, облом с нагруженной стороны шипа
Дисбаланс
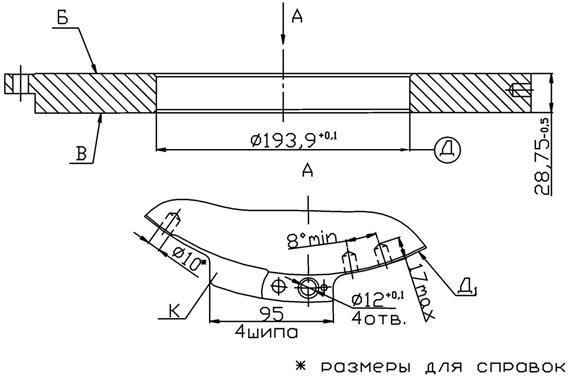
Рис. 5.44. Дефекты диска ведущего сцепления среднего.
Изношенную поверхность шипа наплавляют в углекислом газе проволокой ПАНЧ-11, фрезеруют в размер 95 (рис. 5.44).
Поверхности Б и В шлифуют на плоскошлифовальном станке до выведения износа с обильной подачей СОЖ. При этом толщина диска не должна быть менее 28 мм, неплоскостность поверхностей Б и В допускается до 0,07 мм, а непараллельность этих поверхностей до 0,1 мм. Наличие волосяных трещин на поверхностях Б и В не является браковочным признаком.
Восстановленную деталь подвергает статический балансировке в сборе с механизмом автоматической регулировки. Деталь устанавливают на оправку поверхностью Д и балансируют с точностью не ниже 30 гсм, высверливая на поверхности Д1 отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
Кожух с пластинами и диафрагмой (сц. мод. 17)
Таблица 5.24
КАРТА ДЕФЕКТАЦИИ КОЖУХА С ПЛАСТИНАМИ И ДИАФРАГМОЙ
| № | ||||
По каталогу
НАИМЕНОВАНИЕ
МАТЕРИАЛ
16.1601123
Кожух с пластинами и диафрагмой
Сталь 08 ЮА
№ дефекта
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Номинальный
1
1
Трещины на кожухе
Заварить и зачистить
2
В
Трещины диафрагмы
Браковать
3
Коробление плоскости прилегания кожуха к маховику
Приварить или обработать в размер 41,5 относительно поверхности
4
Износ направляющих плоскостей под на нажимные пружины
Толщина
6
Наплавить
5
Износ сферических поверхностей под регулировочные гайки
3,4±0,1
Наплавить
6
Срыв резьбы М8-6Н
более 1 нитки
Заварить
7
Дисбаланс
30 гсм
Балансировать
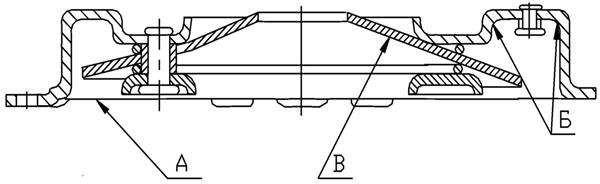
Рис.5.45. Дефекты кожуха с пластинами и диафрагмой.
Обработку детали начинают с восстановления плоскости А. В качестве базы при токарной обработке используют плоскость 1 и отверстия под стяжные болты.
Наплавку и сварку кожуха производят проволокой Св-08ГС в среде углекислого газа на полуавтомате А-547 У или вручную электродами Э-42.
Дисбаланс устраняют при статической балансировке приклепкой пластин II.
Дата: 2018-11-18, просмотров: 519.