Неравномерный износ, задиры, прожиги на поверхности трения
Износ поверхностей проушин под оттяжные рычаги по ширине
Износ отверстий в проушинах под ось оттяжного рычага
Дисбаланс
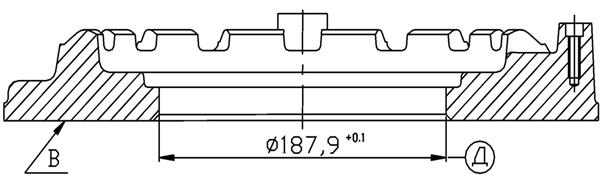
Рис. 5.47. Дефекты диска нажимного сцепления.
Изношенные боковые поверхности шипов Ж и проушины И наплавляют проволокой ПАНЧ-11 и фрезеруют, выдерживая соответственно размеры 59,72-0,06 и 12  мм. Местные износы поверхности В наплавляют и защищают наждачным кругом заподлицо.
мм. Местные износы поверхности В наплавляют и защищают наждачным кругом заподлицо.
Общий износ, задиры и прожиги на поверхности В снимают плоским шлифованием до выведения дефектов, при этом толщина диска не должна быть не менее 23,98 мм. Наличие волосяных трещин на поверхности В не является браковочным признаком. При плоском шлифовании базируют деталь на магнитном столе в приспособлении относительно поверхности Д или на стороне диска Е.
При балансировке диск устанавливают на оправку поверхностью Д, затем балансируют с точностью до 30гхсм, высверливая по периферии поверхности Е отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
Диск ведущий сцепления средний (сц. мод. 142)
Таблица 5.27
КАРТА ДЕФЕКТАЦИИ ДИСКА ВЕДУЩЕГО СЦЕПЛЕНИЯ СРЕДНЕГО
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 14.1601094 | Диск ведущий средний | СЧ 21 | НВ 170-241 |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Износ поверхностей шипов, сопрягаемых с поверхностями пазов маховика
Неравномерный износ, задиры, прожиги на поверхности трения
Скол, облом с ненагруженной стороны шипа
Срез, облом с нагруженной стороны шипа
Срыв резьбы М10х1,25 под ось рычага механизма автоматической регулировки более 3-х ниток
Дисбаланс
Изношенную поверхность шипа Ж наплавляют в углекислом газе проволокой ПАНЧ-11, фрезеруют в размер 59,72-0,06мм (рис. 5.48).
Поверхности Б и В шлифуют на плоскошлифовальном станке до выведения износа с обильной подачей СОЖ. При этом толщина диска не должна быть не менее 24,56 мм, неплоскостность поверхностей Б и В допускается до 0,07 мм, а не параллельность этих поверхностей до 0,1 мм. Наличие волосяных трещин на поверхностях Б и В не является браковочным признаком.
Восстановленную деталь подвергают статической балансировке в сборе с механизмом автоматической регулировки. Деталь устанавливают на оправку поверхностью Д и балансируют с точностью не ниже 30 гхсм, высверливая на поверхности Д1 отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
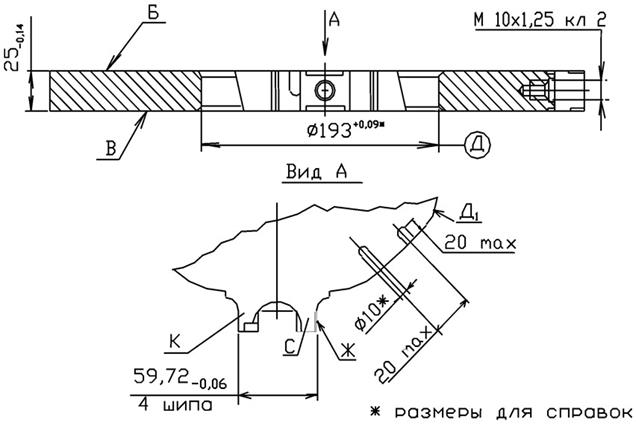
Рис. 5.48. Дефекты диска ведущего среднего.
Дата: 2018-11-18, просмотров: 461.