Таблица 5.18
КАРТА ДЕФЕКТАЦИИ ШЕСТЕРНИ ВЕДУЩЕЙ МАСЛЯНОГО НАСОСА
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.11-1011040 | Шестерня ведущая | Сталь 15 ХФ | 52…63 НRCэ |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
Износ по диаметру
Износ шпоночного паза

Износ по диаметру

Изгиб валика
Срыв резьбы
При износе шпоночного паза фрезеруют новый паз (рис. 5.39) с разворотом на 180˚, используют фрезы с твердосплавными пластинами Т5К10, Для улучшения обрабатываемости зону обработки можно локально отпустить пламенем газовой горелки, деталь при нагреве частично погружают в воду. Если валик изношен по диаметрам В и Д, поверхности хромируют либо осталивают с последующей обработкой покрытия бесцентровым шлифованием или в патроне.

Рис. 5.39. Дефекты валика ведущей шестерни масляного насоса.
При срыве резьбы М14х1,5 автоматическую наплавку производят малоуглеродистой проволокой с подачей за пределы зоны наплавки охлаждающей жидкости. При ручной наплавке деталь частично погружают в воду. Допускается нарезание ремонтной резьбы М12х1,5-6g.
Насос водяной
Водяной насос 740.13 1307 010СБ центробежного типа установлен на передней части блока цилиндров слева. При эксплуатации периодически (при сезонном обслуживании) следует пополнять смазку Литол-24 с помощью пресс-масленки до появления ее из контрольного отверстия. Для проверки исправности торцевого уплотнения в корпусе насоса имеется дренажное отверстие. Течь жидкости через это отверстие свидетельствует о неисправности уплотнения насоса. Закупорка отверстия не допускается, так как приводит к выходу из строя подшипников. Основным видом ремонта водяного насоса является замена узла уплотнения №№ 740.1307 012 – манжета водяного насоса – 1 шт.; 740.1307 038-10 – кольцо уплотнительное –1 шт.; 740.1307 107 – шайба пылеотражательная – 1шт.
Для ремонта водяного насоса: слейте охлаждающую жидкость из двигателя; снимите ремни привода водяного насоса; снимите водяной насос с водяных труб; разберите водяной насос. При сборке вновь не допускайте попадания посторонних частиц между поверхностями трущейся пары торцевого уплотнения. После сборки проверьте легкость вращения валика насоса – заедание не допускается. При наличии масляный насос испытать на стенде в течение 4 мин. с водой при частоте вращения вала 60 – 1 . Давление воды на входе в насос должно быть 150 - 200 кПа (1,5-2,0 кГс/см 2), температура воды не менее 60°С. Насос должен создавать напор не менее 180 кПа (1,8 кгс/см 2).
Шкив водяного насоса
Таблица 5.19
КАРТА ДЕФЕКТАЦИИ ШКИВА ВОДЯНОГО НАСОСА
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.13-1307216 | Шкив водяного насоса | СЧ 21 |
| № дефекта | ||
Обозначение
ВОЗМОЖНЫЙ
ДЕФЕКТ
РАЗМЕРЫ, мм
СПОСОБ
РЕМОНТА
А
Износ отверстия под валик
Износ шпоночного паза

Износ поверхностей шкива
Сколы ребер ручьев образуются при небрежной разборке. Ремонт производится наплавкой латунной проволокой Л 63-ПТ-2 ГОСТ 16130-85 газовой горелкой, в качестве флюса используется бура. Наплавку выполняют в формообразующем приспособлении до полного заполнения скола, охлаждают песке.
После наплавки, а также в случае износа ручьев шкива деталь протачивают на токарном станке фасонным резцом до выведения дефекта, но так, чтобы размер Г был не менее 130,3 мм. Если размер Г, измененный по роликам Ø 9±0,01 мм, меньше 130,3 мм, деталь бракуют.
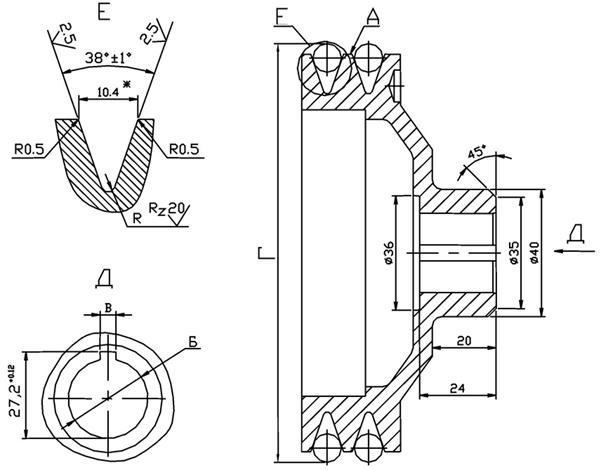
Рис.5.40. Дефекты шкива привода водяного насоса.
При износе отверстия под валик до диаметра более 24,95 мм ступицу срезают, приваривают заготовку новой ступицы и обрабатывают ее так, как показано нарис. 5.40. Шпоночный паз В протягивают и долбят. В условиях мелкосерийного производства изношенное отверстие можно развернуть до Ø 25,2+0,03. В этом случае необходимо укомплектовать собираемый узел валиком водяного насоса с увеличенным диаметром шейки под шкив.
В случае износа шпоночного паза В следует изготовить новый паз по углом 120˚-180˚ к старому, старый паз пометить краской.
Дата: 2018-11-18, просмотров: 505.