На участках сварки и резки металлов состав и масса выделяющихся вредных веществ зависит от вида и режимов технологического процесса, свойств применяемых сварочных и свариваемых материалов. Наибольшее выделение вредных веществ характерны для процесса ручной электродуговой сварки покрытыми электродами.
Газовая и плазменная резка металлов сопровождается выделением большого количества пыли. Пыль представляет собой конденсат оксидов металлов, её химический состав определяется маркой разрезаемого материала.
На рисунках 4.5.1., 4..5.2. представлены виды сварки и резки, а также выделяющиеся при этом загрязняющие вещества [29, 61].
Резка металла – технологический процесс, в результате которого происходит разделение сортового или листового металла на части и заготовки, или изготовление детали.
Это позволяет:
1. получить изделия заданных форм и размеров;
2. изготовить нестандартные детали;
3. реализовать безотходное производство.
В промышленных масштабах используется главным образом бесконтактная тепловая резка.
При плазменной резке генерируется режущая дуга, обеспечивающая качественный раскрой токопроводных металлов и сплавов. Применяться данный вид резки может для большого количества сталей и сплавов: высокоуглеродистые и низкоуглеродистые стали, высоколегированные, нержавеющие стали, славы цветных металлов и т.д.
Газовая резка является одним из старейших способов термической резки, она основана на свойстве металлов сгорать в технически чистом кислороде при нагреве до температуры, превышающей 1000ºС [62].
Ещё одним способом термической резки является строжка. В этом методе резка осуществляется не на всю толщину разрезаемого металла, а лишь на определенную глубину.
Воздушно-дуговая (электродуговая) строжка основана на процессе плавки металла энергией электрической дуги и выдувании расплавленного металла струей сжатого воздуха.Этот метод применяют для резки любых сплавов, включая чугун и нержавеющую сталь. Воздушно-дуговой резак – строгач, является довольно эффективным инструментом для зачистки корней сварных швов [63].
Сварка – это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3А).
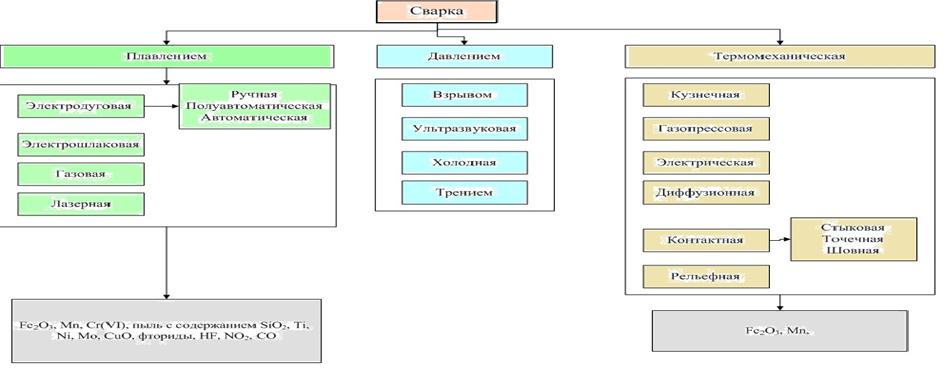
Рис.4.5.1.. Виды сварки и выделяющиеся загрязняющие вещества.

Рис.4.5.2. Виды резки и выделяющиеся загрязняющие вещества.
На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников) [64].
Классифицировать сварку можно по трём направлением: сварка плавлением, сварка давлением и термомеханическая сварка.
К сварке плавлением относятся все виды сварки, при которых соединяемые металлы расплавляются в месте соединения при помощи мощного источника тепла.
При сварке давлением сваривание металлов происходит в твёрдом состоянии посредством их совместной пластической деформации.
Термомеханическая сварка сочетает в себе элементы сварки плавлением и давлением. Сваривание происходит частично расплавлением, частично пластической деформацией [65].
Количество загрязняющих веществ, выделяющихся при сварке или наплавке под флюсами, принято характеризовать валовыми выделениями, отнесенными к 1 кг расходуемых сварочных материалов. В процессах резки металла удельные показатели выражены в граммах на погонный метр длины реза и имеют разные значения в зависимости от толщины разрезаемого металла.
Выделение загрязняющих веществ в атмосферный воздух при сварке и резке может быть рассчитано по методике [61].
Масса загрязняющих веществ при сварочных работах и резке (  , кг):
, кг):
 , (4.5.1.)
, (4.5.1.)
где  – удельное выделение вредных веществ на 1 кг расходуемого сварочного материала, мг/кг;
– удельное выделение вредных веществ на 1 кг расходуемого сварочного материала, мг/кг;  – масса, расходуемых сварочных материалов, кг.
– масса, расходуемых сварочных материалов, кг.
Удельные выделения некоторых компонентов при резке ряда металлов (q в граммах на погонный метр реза) можно приближенно вычислить по следующим эмпирическим формулам:
алюминия оксидов при плазменной резке сплавов алюминия:
 (4.5.2.)
(4.5.2.)
титана оксидов при газовой резке титановых сплавов:
 (4.5.3.)
(4.5.3.)
железа оксидов при газовой резке легированной стали:
 (4.5.4.)
(4.5.4.)
марганца оксидов при газовой резке легированной стали:
 (4.5.5.)
(4.5.5.)
хрома оксидов при резке высоколегированной стали:
 (4.5.6.)
(4.5.6.)
где σ - толщина разрезаемого металла (мм); (Мn), (Сr) - процентное содержание марганца и хрома в стали (%).
Дата: 2019-04-23, просмотров: 353.