При нанесении гальванических покрытий в воздух выделяются различные загрязняющие вещества. Количество загрязняющих веществ, выделяющихся в воздушный бассейн, зависит от удельного уноса раствора, производительности гальванической линии, толщины покрытия и концентрации компонента в электролите.
Воздух удаляется от технологических ванн при помощи системы местных отсосов, имеющей определённую эффективность в зависимости от конструкции отсосов. Таким образом, загрязняющие вещества частично попадают в воздух рабочей зоны и воздействуют на работников. Остальная часть загрязняющих веществ содержится в отходящих газах, направляемых на очистку.
Очищенный воздух выбрасывается в атмосферу (и как следствие, оказывает воздействие на население селитебных территорий и работников предприятия, непосредственно не связанных с гальваническим производством), а уловленные примеси поступают на рекуперацию.
На рисунке 4.7.1. представлена обобщённая схема операций подготовки поверхностей и нанесения покрытий и выделяющиеся в атмосферный воздух вредные вещества [72, 74].
Пояснения к рисунку 7.4.1.:
1 –для очень влажных изделий в случае обработки их в пескоструйном аппарате;
2 –для изделий, загрязнённых маслом;
3 –для изделий, идущих на покрытие непосредственно после травления и промывки;
4 – для изделий, идущих на покрытие непосредственно после очистки, декапирования и промывки;
5 – для изделий не требующих декапирования;
6 – для изделий, покрытых толстым слоем окалины перед
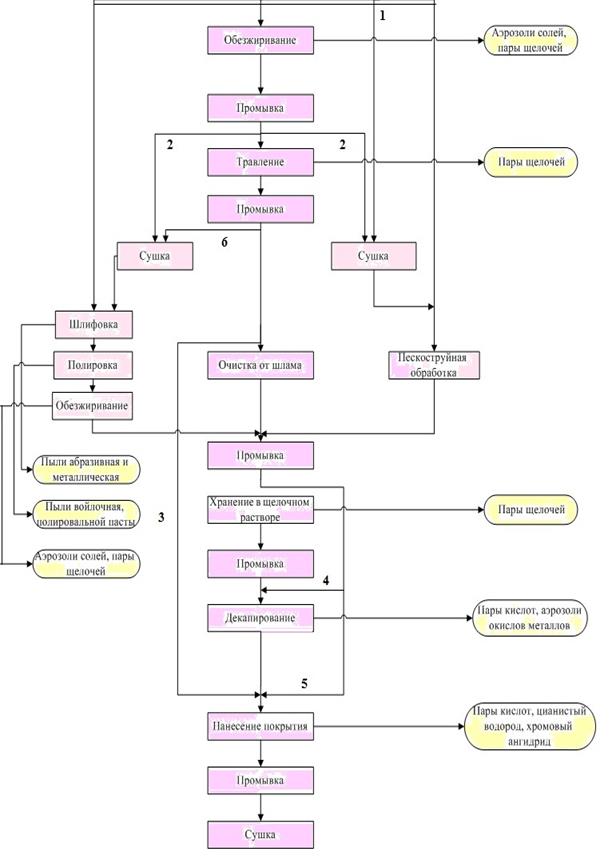
Рис.4.7.1. Примерная схема последовательности операций при нанесении покрытий и виды выделяющихся вредных веществ.
Количество загрязняющих веществ, выделяющихся в виде паров при нанесении покрытий (  , г/с) можно определить по формуле (1.28) [74]:
, г/с) можно определить по формуле (1.28) [74]:
 , (4.7.1.)
, (4.7.1.)
где  – величина удельного выделения (удельный показатель) ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м);
– величина удельного выделения (удельный показатель) ЗВ, выделяющегося с единицы поверхности гальванической ванны, мг/(с·м);
 – площадь зеркала ванны, м2;
– площадь зеркала ванны, м2;
 – коэффициент укрытия ванны. При наличии в составе раствора поверхностно-активных веществ (ПАВ) =0,5; при отсутствии ПАВ =1; – коэффициент загрузки ванны, рассчитанный по формуле (4.7.2.);
– коэффициент укрытия ванны. При наличии в составе раствора поверхностно-активных веществ (ПАВ) =0,5; при отсутствии ПАВ =1; – коэффициент загрузки ванны, рассчитанный по формуле (4.7.2.);
– коэффициент заполнения объема ванны раствором: при заполнении ванны на 70% =1; при заполнении ванны на 100% =1,47, и в общем случае определяется из пропорции:  , где
, где  – фактический процент заполнения объема ванны;
– фактический процент заполнения объема ванны;
– коэффициент, учитывающийся при нанесении покрытий на мелкие детали насыпью в колокольных и барабанных ваннах, =1,5 - при покрытии в погруженных (перекидных) колоколах и барабанах; =1,8 - при покрытии в колоколах, требующих заливки электролита после каждой партии деталей;
 – коэффициент, учитывающийся при хромировании в автоматических и полуавтоматических линиях
– коэффициент, учитывающийся при хромировании в автоматических и полуавтоматических линиях  .
.
Коэффициент загрузки ванны  может быть определён по формуле:
может быть определён по формуле:
 , (4.7.2.)
, (4.7.2.)
где  – фактическая площадь поверхности деталей, обрабатываемых за один час, м2/час;
– фактическая площадь поверхности деталей, обрабатываемых за один час, м2/час;  – суммарная площадь поверхности обрабатываемых деталей за один час (производительность ванны по паспорту), м2/час.
– суммарная площадь поверхности обрабатываемых деталей за один час (производительность ванны по паспорту), м2/час.
Количество паров органических растворителей, выделяющихся при обезжиривании изделий (  ; г/с), определяется по формуле:
; г/с), определяется по формуле:
 , (4.7.3.)
, (4.7.3.)
где  – коэффициент, зависящий от площади испарения;
– коэффициент, зависящий от площади испарения;  – коэффициент, зависящий от скорости и температуры воздушного потока над поверхностью испарения.
– коэффициент, зависящий от скорости и температуры воздушного потока над поверхностью испарения.
Количество загрязняющих веществ, выбрасываемых из воздуховода (без очистки) в виде аэрозолей (  ; г/с), определяется по формуле:
; г/с), определяется по формуле:
 , (4.7.4.)
, (4.7.4.)
где  – коэффициент, учитывающий снижение относительного содержания аэрозолей в удаляемом воздухе по пути его движения. Он определяется из графика или по формуле (4.7.5.).
– коэффициент, учитывающий снижение относительного содержания аэрозолей в удаляемом воздухе по пути его движения. Он определяется из графика или по формуле (4.7.5.).
Коэффициент, учитывающий снижение относительного содержания аэрозолей в удаляемом воздухе по пути его движения может быть определён по эмпирической формуле:
 , (4.7.5.)
, (4.7.5.)
где  – длина воздуховода, м.
– длина воздуховода, м.
Количество вредных веществ, выделяющихся в воздух при механической подготовке поверхности можно определить по формулам (1.16, 1.17).
Лакокрасочный цех
Лакокрасочные материалы (ЛКМ) – многокомпонентная система, которая наносится в жидком или порошкообразном состоянии на предварительно подготовленную поверхность и после высыхания (затвердевания) образует прочную, хорошо сцепленную с основанием пленку. Получившуюся пленку называют лакокрасочным покрытием. ЛКМ применяются для защиты металлических, а также других видов изделий от влияния внешних вредных факторов (влага, газы, воздух и т.д.), придания поверхности декоративных свойств.
В зависимости от назначения и состава лакокрасочные материалы (ЛКМ) принято делить на: лаки, краски, эмали, грунтовки, шпаклевки.
Лаки – это растворы пленкообразующих веществ в растворителях (или воде), которые после высыхания образуют однородное, твердое, прозрачное (кроме битумного лака) покрытие. Их состав не содержит пигменты и наполнители.
Краски – суспензии пигментов в пленкообразующих веществах, которые после высыхания образуют непрозрачное однородное покрытие.
Эмаль – суспензия пигментов, наполнителей в лаке, которая после высыхания образует непрозрачное, твердое покрытие различной структуры и блеска.
Грунтовка – суспензия пигментов с наполнителями в пленкообразующем веществе, которая после высыхания образует однородную непрозрачную пленку.
Шпаклевка – смесь наполнителей, пигментов и пленкообразующих веществ, пастообразная вязкая масса, предназначена для заполнения дефектов поверхности, придания ей равномерной фактуры.
Дата: 2019-04-23, просмотров: 338.