Зональной ликвацией называют неоднородность химического состава отливки в целом, возникающую при кристаллизации. Она проявляется в виде вытянутых или бесформенных скоплений примесей или компонентов сплава в отдельных частях отливки.
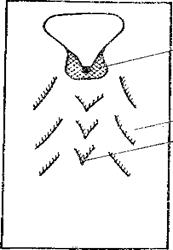
По месту расположения зональную ликвацию разделяют на осевую или V-образную, внеосевую или Л-образную и ликвационное пятно в верхней части отливки, располагающееся под усадочной раковиной (рис. 11.1).
Для выявления зональной ликвации используются следующие методы.
Химический — взятие проб в виде стружки из различных точек отливки и их химический анализ. Этот метод дает грубую, но количественную оценку ликвации.
|
|
Металлографический — травление макроструктуры. Зоны скопления примесей травятся интенсивнее, чем более чистые, и приобретают более темный цвет. Этот метод дает качественную, но охватывающую все сечение отливки.
| Рис. 11.1. Зональная ликвация в отливке: 1 — осевая или V-образная; 2 — внеосевая или Л-образная; 3 — ликвационное пятно под усадочной раковиной. |
Жидкий металл, находящийся в непосредственном контакте с растущими кристаллами, обогащается ликвирующими примесями.
Таблица 11.1
Массовая доля (%) примесей в стали
| Наименование | Углерод | Фосфор | Сера |
| Исходный металл | 0,75 | 0,021 | 0,037 |
| Металл слитка: | 0,78 | 0,016 | 0,021 |
| В верхней нерасплавляющейся части | |||
| в средней части в зоне контакта твердой и жидкой фазы | 0,74 | 0,018 | 0,023 |
| В нижней части, находившейся в жидком состоянии | 0,78 | 0,016 | 0,021, |
При центробежном литье, когда скорость вращения формы мала и металл при затвердевании перемешивается, развивается весьма значительная ликвация. Если скорость вращения формы велика, то ликвация проявляется слабо. Перемешивание жидкого металла в затвердевающих слитках электромагнитным полем вызывает резкое развитие ликвации.
Перемещение ликвата из области затвердевания, в которой сосуществует твердая и жидкая фазы, в жидкую область отливки определяется, во-первых, механическим захватом жидкости осями растущих дендритов, во-вторых, диффузией, осуществляемой переносом загрязненной жидкости. Оба эти фактора действуют независимо от природы ликвирующих примесей и добавок. Соотношение концентраций различных примесей и добавок, вытесненных в междендритные пространства при кристаллизации, а следовательно, и степень ликвации определяются отношением их коэффициентов распределения.
Можно было бы ожидать, что содержание ликвирующих примесей будет непрерывно возрастать от поверхности к осевой части отливки. Однако в результате захвата ликвата между осями дендритов этот процесс проявляется слабо. Гораздо отчетливее проявляется возрастание в этом направлении степени неоднородности распределения примесей в макроскопическом масштабе.
Непосредственной причиной V-образной формы распределения ликвационных выделений в осевой части слитков и отливок являются усадочные перемещения. Этот процесс реализуется на границе твердой и жидкой частей отливки в условиях, когда уровень жидкости в средней части непрерывно опускается. По мере сближения фронтов твердой части у оси отливки скорость усадочного перемещения возрастает. Поток движущегося жидкого металла увлекает за собой скопления ликвата, экстрагируя их из межосных пространств дендритов. Скопления ликвата описывают траектории, определяемые, с одной стороны, движением границ затвердевания, с другой, — усадочными перемещениями жидкого металла. Чем ближе к нижнему концу отливки, тем слабее проявляется осевая ликвация и больше угол раскрытия между ветвями ее выделений.
В некоторых сплавах наблюдается явление, названное о б ратной ликвацией. При кристаллизации в широком интервале температур по мере движения области затвердевания от поверхности к оси отливки между дендритами происходят усадочные перемещения жидкого металла. При этом жидкий металл влекает за собой объемы ликвата, обогащенного примесями и добавками. В результате их содержание в поверхностном слое оказывается выше, чем в более глубоких.
Основной причиной образования ликвационного пятна под усадочной раковиной является всплывание примесей из нижней и средней части слитка или отливки. Определение изменения состава металла снизу вверх по оси крупных стальных слитков показывает, что в поверхностном слое он соответствует исходному, далее содержание примесей снижается, ближе к верхней части возрастает до исходного и в пределах ликвационного пятна резко увеличивается. В первую очередь будут всплывать крупные частицы примесей, обособившиеся в выделения самостоятельных фаз. Повышение содержания ликвирующих примесей в стали всегда снижает ее плотность. Второй, не менее значительной причиной образования ликвационного пятна, может служить увлечение ликвата из верхних слоев металла при усадочном опускании. Прямые анализы показывают, что слой металла, расположенный над усадочной раковиной, содержит примесей меньше, чем их было в исходном металле (рис. 11.1).
В отливках из цветных сплавов, содержащих компоненты, сильно различающиеся по плотности и склонные к ликвации, также происходит их перераспределение по высоте. Тяжелые компоненты, например свинец в медных сплавах, опускаются вниз.
Причиной внеосевой Л-образной ликвации, по-видимому, является всплывание ликвата, скапливающегося в межосных пространствах дендритов. Она проявляется только в больших медленно твердеющих массах металла, в особенности в тяжелых стальных слитках.
Прямые анализы металла в стальных слитках показывают, что в загрязненных зонах внеосевой ликвации, называемых «усами», массовая доля примесей увеличивается в следующих масштабах: углерод 10—30%, фосфор — 20—40%, сера —30—50% по сравнению с исходным средним составом.
Дата: 2019-04-23, просмотров: 488.