Границы ликвидус и солидус являются физико-химическими характеристиками сплава: их температуры указываются в диаграммах состояния. Граница выливаемости определяется опытным путем. Она, как правило, совпадает с границей нулевой жидкотекучести. Граница питания устанавливается по пористости вблизи оси отливки. Накладывая положения границ выливаемости и границ питания на температурное поле, в определенные моменты времени можно выявить соответствующие им температуры. Границы выливаемости и питания являются технологическими характеристиками сплава. Они зависят от условий формирования отливки. В случаях, если движение жидкости вдоль фронта кристаллизации происходит с большой скоростью, например при литье под давлением, граница выливаемости будет смещаться к границе солидус. Если отливка будет кристаллизоваться под давлением, перемещение жидкого металла будет облегчено и граница питания будет смещаться к границе солидус; в вакууме, наоборот, — к ликвидусу.
Если кристаллизация будет происходить в форме разветвленных дендритов, связанный скелет между ними образуется быстро и граница выливаемости будет располагаться вблизи границы ликвидус; к ней будет примыкать и граница питания. Если кристаллизация будет происходить в глобулярной форме, границы выливаемости и питания будут располагаться вблизи границы солидус. Для обычных условий формирования отливки кривые температур на границе выливаемости и питания можно нанести на диаграмму состояния (рис. 8.1).
В соответствии с правилом рычага для сплава состава С0 при температуре Тп отношение отрезков от точки пересечения температуры Тп и линии концентрации С„ до точки пересечения уровня этой же температуры с линией солидус и отрезком между первой точкой и пересечением уровня температуры и линией ликвидус равно соотношению количества жидкой и твердой фаз.
Применительно к квазистатической модели правило рычага можно применять к совокупности элементарных объемов, лежащих на данной изотерме. Длины отрезков изотермы, пересекающих участки жидкой и твердой фаз в отливке, должны соответствовать относительному количеству жидкой фазы на диаграмме состояния.
Скорости затвердевания представляют собой первую производную от толщины твердого слоя по времени. Ее можно также представить как производную массы затвердевающего металла по времени. Для плоской отливки эти две скорости совпадают.
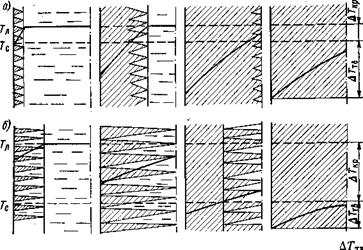
В некоторых случаях требуется рассматривать производную от массы не по времени, а по температуре. Такую производную принято называть темпом кристаллизации. Эта величина должна характеризовать распределение массы твердой фазы внутри интервала кристаллизации. На границе ликвидус она равна нулю; на границе солидус составляет 100%.
По температурам начала и конца превращений строят диаграммусостояния, а по промежуткам времени достижения центра отливки температурами начала и конца превращения — кинетическую диаграмму затвердевания. В случае твердого раствора (рис. 8.1, а) при формировании отливки через 
Рис. 15.1 Схема к определению темпа кристаллизации: а — нисходящий раствор; б — восходящий раствор
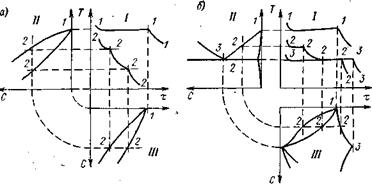
Рис. 8.2 Построение диаграммы состояния и кинетической диаграммы затвердевания: а — твердый раствор; б — эвтектическая система;
/ — температурные кривые; 11 — диаграммы состояния; /// — кинетические диаграммы затвердевания: / — основа сплава; 2 — промежуточная концентрация; 3 — эвтектическая концентрация
ее сечение проходят две физико-химические границы — ликвидус и солидус. В случае сплава с эвтектическим превращением (рис. 8.2, б) таких границ три: ликвидус, или начало образования
|
|
Кинетические диаграммы затвердевания не обладают таким 'уровнем общности, как диаграммы состояния, но они позволяют представить протекание процесса затвердевания во времени.
Дата: 2019-04-23, просмотров: 537.