Расчет рычажного механизма.
Проектирование эксцентрикового механизма.
Лекция 16
Винтовые механизмы. Б.8.2.
Винтовые зажимные механизмы применяют в приспособлениях с ручным закреплением, в комбинированных механизмах разного типа, а так же на автоматических линиях с применением приспособлений-спутников. Винтовые механизмы просты и компактны по конструкции, в них широко используются стандартные детали, они обладают способностью к самоторможению.
Винтовые механизмы просты и компактны по конструкции, в них широко используются стандартные детали, они обладают способностью к самоторможению, удобны в наладке, способны создавать значительную силу закрепления при небольшом моменте и большом ходе винта (гайки).

Рис. 4.28 Применение нажимных винтов с пятой и без пяты: а – закрепление зажимным винтом; б – закрепление с помощью прихвата; в – закрепление с помощью прихвата через пяту; г – применение переходной втулки
Пяты 5 выполняются с гладкой или насеченной опорной поверхностью (рис. 4.28, в). Они крепятся штифтами к нажимным винтам по принципу невыпадающего винта, для чего в них предусмотрены отверстия. Пяты служат для защиты поверхностей заготовок от вмятин, изготавливают их из стали 45 с твердостью HRC35…40.
Переходные втулки 6 для нажимных винтов изготавливают из стали 45 с твердостью HRC25…30, Их применение повышает ремонтопригодность приспособления и придает ему универсальность (рис. 4.28, г)
Применение таких деталей, как откидные и съемные планки, быстросъемные шайбы, опоры, позволяет уменьшить вспомогательное время. Материал этих деталей – конструкционная сталь 45 с твердостью HRC 35…40. Применение съемной планки показано на рисунке 4.29. Быстросъемная планка 2 устанавливается на винтах 1 с цилиндрическим пояском, которые удерживают ее в рабочем положении Винт 3, ввернутый в резьбовое отверстие планки, упираясь в заготовку, создает усилие, необходимое для закрепления заготовки при обработке.
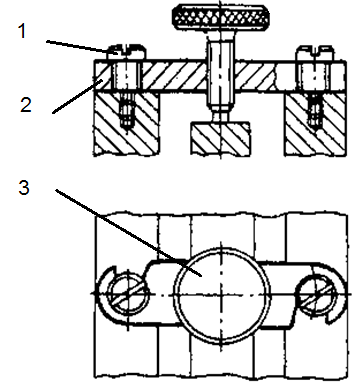
Рис. 4.29 Винтовой зажим с применением быстросъемной планки
От вида резьбы и рабочего торца нажимного винта (гайки) зависит величина силы, развиваемой винтовым механизмом (при заданном моменте на приводе). Предпочтительна метрическая резьба, имеющая высокий приведенный коэффициент трения, и поэтому надежная против самоотвинчивания. Резьба с крупным шагом позволяет быстрее закрепить заготовку, а с мелким – более надежна. Резьбу с мелким шагом целесообразно применять в условиях обработки с ударами, вибрацией, переменными нагрузками. Концы винтов чаще бывают цилиндрические, сферические и под пяту; их выбирают с учетом состояния поверхности заготовки. Форма конца винта влияет на величину создаваемого винтовым механизмом момента силы.
Винтовой механизм можно рассматривать как комбинированный, состоящий из рычага с плечами rср и L и клина с трением только по наклонной поверхности (рис. 4.30). Передаточное отношение винта:
| i ВИНТА = iР • IК, где iР - передаточное отношение сил рычага, IК - передаточное отношение сил клина. |
| L |
| Q |
| РЗ |
| L |
| d |
| α |
Рис. 4.30 Схема сил винтового механизма.
Уравнение моментов идеального рычага: РЗ • rср = Q • L, передаточное отношение сил этого рычага iР = РЗ / Q =L/ rср , передаточное отношение сил клина с учетом приведенного угла резьбы φПР –
IК = 1/ tg(α+ φПР). Отсюда зажимная сила РЗ, развиваемая идеальным винтовым механизмом, может быть вычислена с помощью формулы:
РЗ= Q L / rср tg(α+ φПР),
где: α – угол подъема резьбы. Угол подъема резьбы определяется из выражения:  где: р – шаг резьбы, r ср. – средний диаметр резьбы,
где: р – шаг резьбы, r ср. – средний диаметр резьбы,  – приведенный угол трения. Для метрической резьбы α = 2,5…3,5 и
– приведенный угол трения. Для метрической резьбы α = 2,5…3,5 и 
 , т.е соблюдается условие самоторможения.
, т.е соблюдается условие самоторможения.
Достоинства и недостатки.
Винтовые механизмы просты и компактны по конструкции, в них широко используются стандартные детали, они обладают способностью к самоторможению, удобны в наладке, способны создавать значительную силу закрепления при небольшом моменте и большом ходе винта (гайки).
К недостаткам винтовых механизмов можно отнести
- сосредоточенный характер сил закрепления, что ограничивает их применение для установки тонкостенных и термически необработанных заготовок,
= затрачивание сравнительно большого времени для закрепления заготовок с ручным приводом,
- нестабильность сил закрепления, что снижает точность обработки.
Дата: 2019-02-19, просмотров: 496.