При обработке заготовок в центрах сила резания больше сил трения в контакте заготовка-центр, т.к. мала поверхность контакта, что приводит к неравномерному вращению или остановке заготовки.
ДляПоэтому для передачи крутящего момента от шпинделя станка заготовке, установленной в центрах,, применяются поводковые устройства, простейшие из них – хомутики (рис. 7.4).
Обычный хомутик надевают на заготовку и закрепляют винтом (рис. 7.4 а). Хвостовиком хомутик упирается в палец поводкового патрона.
Более удобен в работе самозатягивающийся хомутик (рис. 7.4 б), хвостовик 2 которого подвижно закреплен в корпусе 5 на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик наклоняют в сторону пружины 3, которая создает предвари-тельную силу зажима. Окончательный зажим заготовки обеспечивает палец-поводок 1 патрона в процессе обработки.
Поводковые патроны. Б2.1. часть4
Вместо хомутиков в серийном производстве применяют самозажимные поводковые патроны. В случае если торец заготовки не перпендикулярен оси, поводковые центры имеют возможность самоустанавливаться. Трехкулачковый самозахватывающий патрон с плавающим центром показан на рисунке 7.5. Он предназначен для черновой обработки валов с диаметром от 15 до 90 мм. Подлежащий обработке вал 1 устанавливается на центре 6 и поджимается пинолью задней бабки с вращающимся центром.
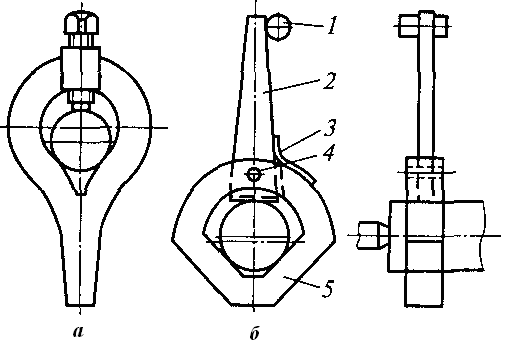
Рис. 7.4 – Обычный (а) и самозатягивающийся (б) хомутики ГОСТ 2578-70
Обычный хомутик надевают на заготовку и закрепляют винтом (рис. 7.4 а). Хвостовиком хомутик упирается в палец поводкового патрона.
Более удобен в работе самозатягивающийся хомутик (рис. 7.4 б), хвостовик 2 которого подвижно закреплен в корпусе 5 на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик наклоняют в сторону пружины 3, которая создает предвари-тельную силу зажима. Окончательный зажим заготовки обеспечивает палец-поводок 1 патрона в процессе обработки.
Поводковые патроны.
Вместо хомутиков в серийном производстве применяют самозажимные поводковые патроны. В случае если торец заготовки не перпендикулярен оси, поводковые центры имеют возможность самоустанавливаться. Трех кулачковый самозахватывающий патрон с плавающим центром показан на рисунке 7.5. Он предназначен для черновой обработки валов с диаметром от 15 до 90 мм. Подлежащий обработке вал 1 устанавливается на центре 6 и поджимается пинолью задней бабки с вращающимся центром. При этом передний центр 6 устанавливается в центровое отверстие вала, поджимается пружиной 4 и надежно закрепляется цангой 2. При включении станка получают вращение корпус патрона 5 ,и прикрепленное к нему винтами 3 кольцо 9, которое при вращении заготоки поворачивает пальцами 10 зажимные кулачки 12, вокруг осей 11. Происходит зажим заготовки под действием вертикальной составляющей силы резания Рz, так как кулачки доворачиваясь, врезаются своими рифленым рабочими криволинейными поверхностями в поверхность вала с силой, увеличивающейся по мере нарастания силы резания Рz.
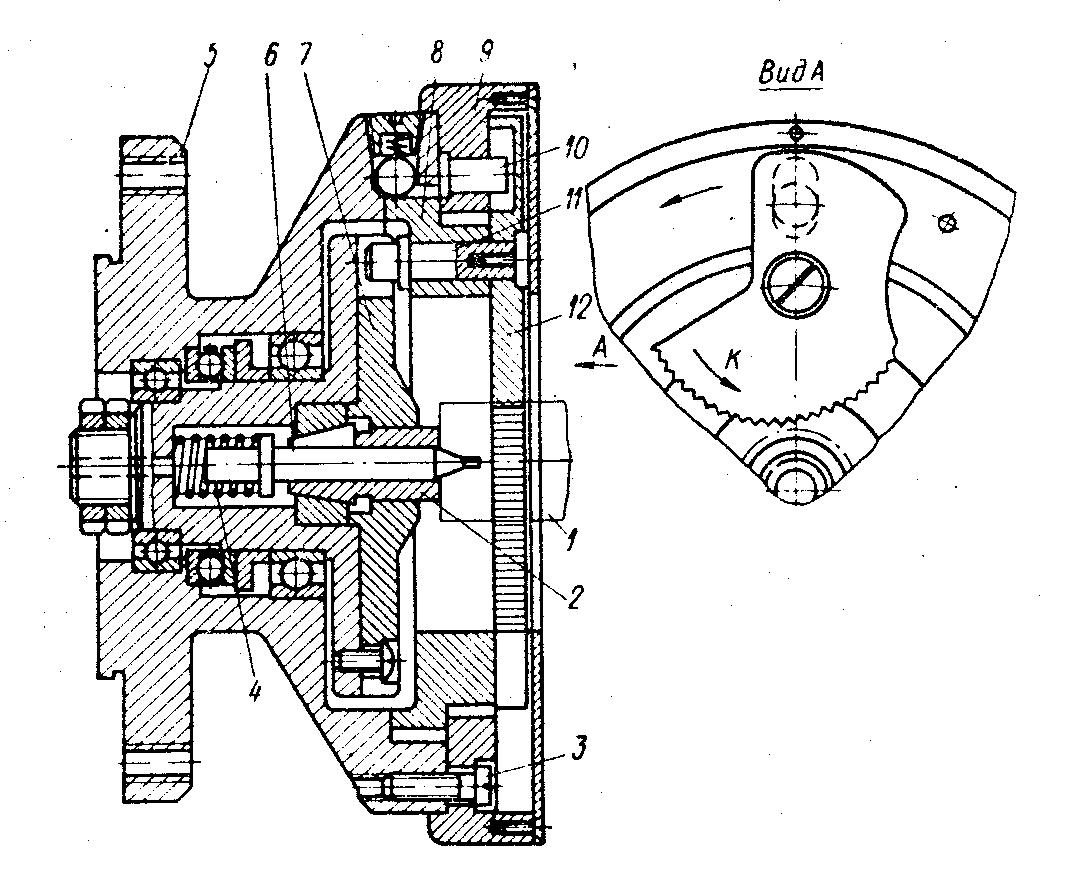
Рис. 7.54 – Поводковый патрон
Дата: 2019-02-19, просмотров: 697.