Стандартными , универсальными установочными элементами СП служат упорные центры. . Передний центр, установленный в шпинделе станка, вращается синхронно с деталью. Заднийе центры, установленныйе в пиноль
Рабочая поверхность центров, показанная на рис.3.11, может быть гладкой (рис.3.11, а), срезанной (рис.3.11, б), с ленточками (рис.3.11, в).
задней бабки, неподвиженны в процессе обработки и работаеют. как подшипники скольжения с большими давлениями, подвергаясь сильному нагреву и износу. В сечениях заднего центра, помимо напряжений изгиба, сжатия и среза, возникают касательные напряжения кручения от момента трения. При этом изнашиваются и сам центр, и центровое отверстие детали, что вызывает погрешности обрабатываемых поверхностей. При больших скоростях центр и деталь разогреваются, что приводит к еще большим погрешностям. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой или наплавляют твердый сплав на рабочие поверхности конуса.
Упорные центры бывают цельными и со вставками из твердых сплавов: ВК6, ВК8, ВК15,. ВК20, Т5К16 и Т5К122В.
| а б в |
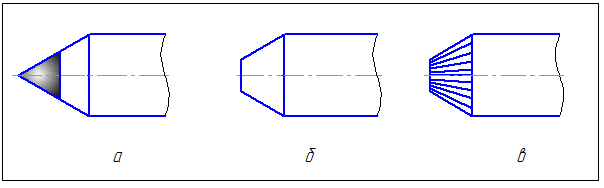
Рис. 3.11 Виды рабочих поверхностей центров: а – гладкая; б – срезанная, в – с ленточками, изготовленный из твердого сплава ВК4.
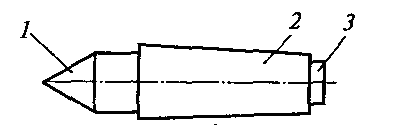
На рис.7.1 показаны различные виды рабочей поверхности центров. Угол при вершине рабочей части 1 центра обычно равен 60°(рис. 7.1, а). Диаметр опорной части 3 меньше меньшего диаметра хвостовой части 2 конуса. Это позволяет вынимать центр из гнезда без повреждения конической поверхности хвостовой части заготовки.
| а б в |
| а г б дв |
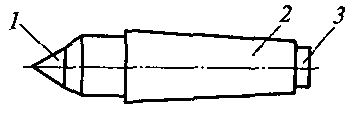
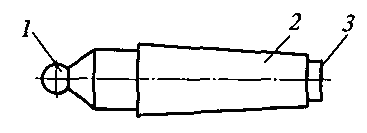
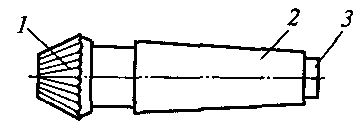
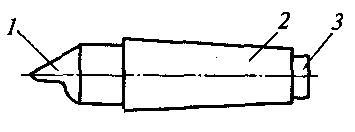
Рис. 7.1 – Упорные центры: а) простой упорный центр, б) центр с рифленой рабочей поверхностью рабочей части; в) неподвижный срезанный центр; г) центр с твердосплавной рабочей частью; д)центр со сферической рабочей частью
Угол при вершине рабочей части 1 центра обычно равен 60°(рис. 7.1, а). Диаметр опорной части 3 меньше меньшего диаметра хвостовой части 2 конуса. Это позволяет вынимать центр из гнезда без повреждения конической поверхности хвостовой части заготовки.Центр с рифленой рабочей поверхностью (рис. 7.1, б) предназначен для обработки заготовок с большим центровым отверстием без поводкового патрона. Срезанный центр (рис. 7.1, в) применяется для подрезания торца заготовки, который устанавливают только в пиноль задней бабки. Задний центр с твердосплавной рабочей частью (рис. 7.1, г) изготовляют из углеродистой стали, для предотвращения изнашивания и предупреждения потери твердости. Центр со сферической рабочей частью (рис. 7.1, д) используют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка.
К упорным центрам предъявляются высокие требования по твердости и износостойкости, и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой или наплавляют твердый сплав на рабочие поверхности конуса. Упорные центры бывают цельными и со вставками из твердых сплавов: ВК4, ВК6, ВК8, ВК15, ВК20, Т5К16 и Т5К122В.
Вращающиеся центры. Б.11.2.
Для уменьшения погрешностей обработки от нагрева и износа применяют вращающиеся центры. Они должны надежно воспринимать осевые и радиальные силы и иметь минимальный вылет, хорошую смазку, устойчивость против радиальных колебаний, возможность компенсации удлинения обрабатываемой детали от нагрева.
Вращающиеся центры, устанавливаемые в пиноль задней бабки (см. рис.7.2),, предназначены для обработки валов различной формы и размеров при повышенных режимах резания.
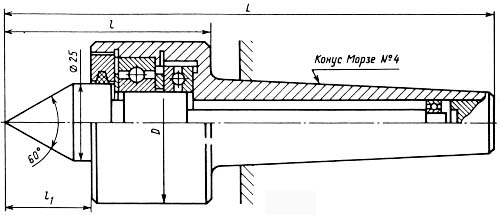
Рис. 7.2 Вращающийся центр для заготовок с центровым отверстием
Вращающиеся центры, устанавливаемые в пиноль задней бабки (см. рис.7.2),, предназначены для обработки валов различной формы и размеров при повышенных режимах резания. Существуют различные типы вращающихся центров. Вращающиеся центры «Kosta» выпускаются в двух сериях N и S, угол при вершине 60. Максимальное осевое усилие до 1000 кгс, максимальная частота вращения - 5000 об/мин при минимальном осевом усилии -250 кгс (с увеличением числа оборотов уменьшается осевое усилие).
Типы: ND, NV, NR, NL, NRV – - отличаются габаритными размерами, конусом Морзе, весом удерживаемой заготовки., Ттипы: SD, SV, SR, SK, –- более сложная конструкция. Все типы оснащены пакетом тарельчатых пружин, которые выполняют предохранительную функцию: , когда длина заготовки меняется в результате колебаний температуры в процессе механической обработки, они компенсируют увеличение силы зажима (рис.7.3).
Плавающие центры. Б.11.2.
При обработке торцовых поверхностей, канавок и др. элементов вала, находящихся на точном расстоянии от торца, этот торец следует использовать в качестве установочной базы. В этом случае применяют плавающие центры, выполняющие одновременно функции поводкового устройства, вращающего заготовкувал в процессе обработки благодаря надежному контакту ее торца с торцом корпуса плавающего центра.
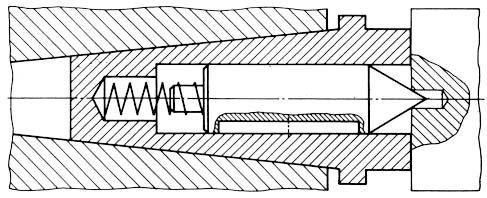
Рис. 7.3 Плавающий центр
Дата: 2019-02-19, просмотров: 707.