Пример1. При базировании поверхности, охватываемой (вал) или охватывающей (отверстие во втулке), при наличии зазора между заготовкой и установочным элементом также возникает погрешность базирования. Величина этой погрешности зависит не только от величины установочного зазора, но и от расположения конструкторской базы.
На рисунке 3.3 рассмотрен случай, когда конструкторской базой является ось заготовки (размер Н задан от оси заготовки), и осуществляется базирование охватываемой поверхностью. В идеальном случае(рис. 3.3, а), оси заготовки 1 и оправки 2 совпадают.
Благодаря имеющемуся зазору в этом соединении ось заготовки может быть смещена вверх или вниз (рис. 3.3,б), ту или другую сторону на величину  . В этом случае несовпадении осей вверх или вниз (рис. 3.3,б), полное смещение может быть равно
. В этом случае несовпадении осей вверх или вниз (рис. 3.3,б), полное смещение может быть равно  , следовательно, погрешность базирования –
, следовательно, погрешность базирования –  равна максимальному зазору .
равна максимальному зазору .
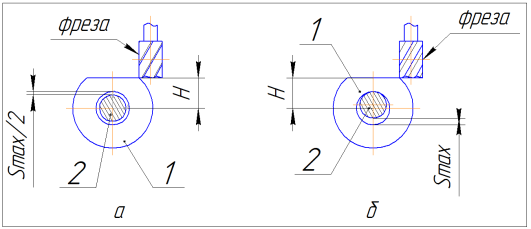
Рис.3.3 Установка на цилиндрический палец, К база– ось заготовки:
а – оси заготовки 1 и оправки 2 совпадают; б – оси - не совпадают
На рисунке 3.4 рассмотрен случай, когда конструкторской базой является нижняя образующая заготовки (размер Н задан от нижней образующей заготовки 1), и также осуществляется базирование охватываемой поверхностью.
Если бы в сопряжении заготовки и оправки не было зазора (в случае применения самоцентрирующего установочного механизма), то погрешность базирования размера Н равнялась бы половине допуска  на размер D:
на размер D: 
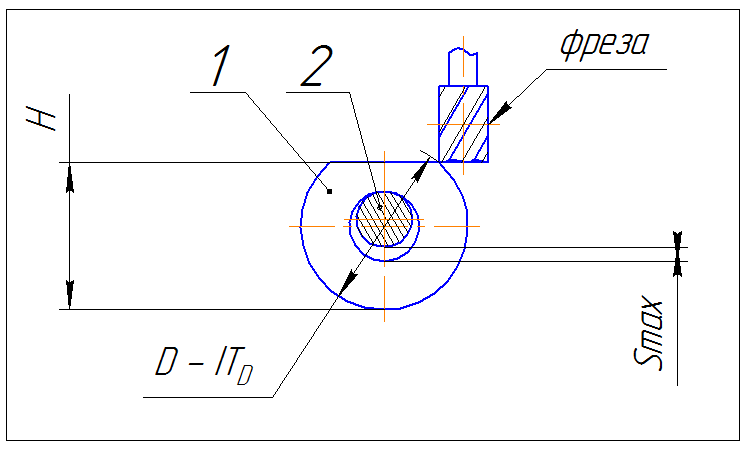
Рис.3.4–Установка на цилиндрическую оправку (охватываемой поверхностью)., Конструкторская база – нижняя образующая цилиндра Dзаготовки 1. Технологическая – ось оправки 2, т.е. оси заготовки 1 и оправки 2 К и Т базы не совпадают
При наличии зазора погрешность размера Н складывается из величины максимального зазора и половины допуска на размер D:

При установке заготовок по охватываемым или охватывающим поверхностям с гарантированным зазором погрешность базирования является основной составляющей погрешности обработки и обуславливается величиной зазора между технологической базой и установочным элементом. Максимально возможное значение зазора определяется по уравнению:
 (3.4)
(3.4)
где  ITD – допуск базового отверстия;
ITD – допуск базового отверстия;
Smin – минимальный зазор в сопряжении;
– ITd - допуск на размер установочного элемента.
Пример2. На рисунке 3.9, в втулка установлена на жесткую оправку для обработки диаметров  D1 и D2, соосных с базовым отверстием, и размеров а и б.
D1 и D2, соосных с базовым отверстием, и размеров а и б.
Т базой заготовки является ось отверстия, а установочной базой оправки – ось оправки.
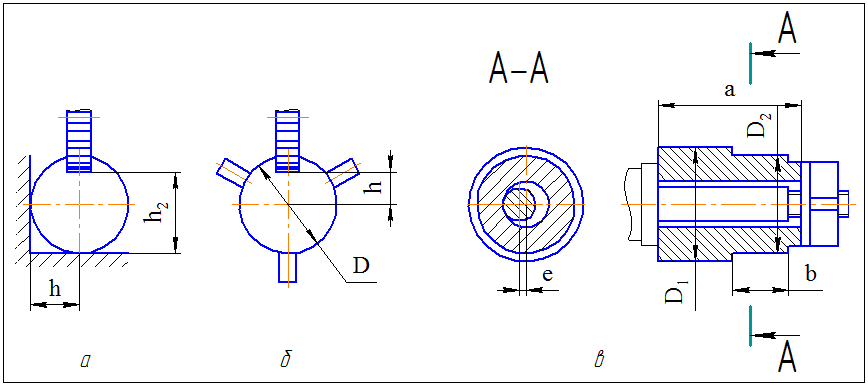
Рис.3.9. Установка заготовки (втулки) на оправку по внутренней поверхности.
При наличии зазора ось отверстия заготовки может смещаться относительно оси оправки на величину эксцентриситета « е », равного половине зазора. В результате этого смещения возникает погрешность базирования в виде биения наружной поверхности относительно внутренней, равная двум эксцентриситетам.
Следует предположить худший случай, когда в сопряжении возможен максимальный зазор  тогда получим:
тогда получим:

где  и
и  – биение (погрешность)
– биение (погрешность)
 – минимальный зазор
– минимальный зазор
 –допуски на диаметр отверстия и оправки (вала).
–допуски на диаметр отверстия и оправки (вала).
Погрешности базирования при получении размеров а и b будут:
εа = 0. Εb = ITa
При установке заготовки в приспособление с натягом погрешности базирования в радиальном направлении исключаются.
4.7 Погрешности базирования при установке вала наружной поверхностью.
Установку заготовки типа вала можно выполнить разными способами, используя в качестве установочных поверхностей плоскости (см.рис.3.6), призму, цилиндрические охватываемые и охватывающие поверхности (см. рис.3.3, 3.4), а также самоцентрирующиеся устройства.
Дата: 2019-02-19, просмотров: 551.