Станочные приспособления делят на универсальные, переналаживаемые
и специальные.
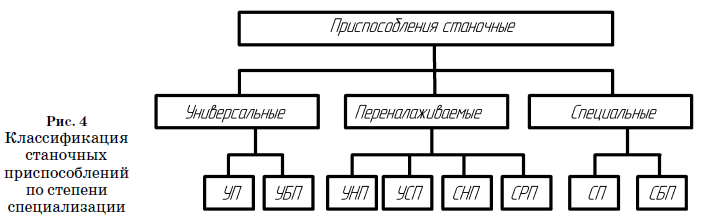
1. Универсальные приспособления
a. Универсальные приспособления (УП). Применяются в единичном и мелкосерийном производствах для установки и закрепления заготовок, разных по форме и габаритным размерам, обрабатываемых на различных металлорежущих станках. Они в свою очередь подразделяются на стандартные и специальные.
b. Универсальные безналадочные приспособления (УБП). Используются для закрепления заготовок широкой номенклатуры и различной конфигурации. К ним относятся: универсальные патроны с неразъемными кулачками, универсальные фрезерные и слесарные тиски.
2. Переналаживаемые приспособления
a. Универсально-наладочные приспособления (УНП). Применяют для установки и закрепления определенной группы схожих по форме заготовок деталей, обрабатываемых на токарных, фрезерных, сверлильных и других станках. Эти приспособления состоят из двух частей – универсальной и сменной. Универсальная часть является постоянной и состоит из корпуса, силового привода и некоторых деталей. Эта часть приспособления изготовляется заблаговременно согласно соответствующим ГОСТам. Наладочная часть состоит из сменных накладок, изготавливаемых в соответствии с формой и габаритными размерами обрабатываемых деталей. Трудоемкость изготовления сменных накладок почти в 1,5 раза меньше трудоемкости изготовления специальных приспособлений для установки таких же деталей. Универсальную часть можно использовать многократно, что существенно сокращает сроки и затраты на подготовку производства.
b. Универсально-сборные приспособления (УСП). Сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых в собираемых приспособлениях. Комплект УСП состоит из базовых, корпусных, установочных, направляющих, прижимных и других деталей. Применение системы УСП в 2 – 3 раза сокращает сроки технологической подготовки производства.
c. Специализированные наладочные приспособления (СНП). Состоят из двух частей. Первая часть – базовый агрегат, несущий, как правило, основную базовую поверхность, и вторая часть – специализированная сменная накладка. Во многих случаях базовый агрегат имеет одну или несколько вспомогательных базовых поверхностей для установки на них специальных сменных накладок, предназначенных для направления режущего инструмента, механизма закрепления заготовки и других деталей. Специальная сменная накладка проектируется и изготавливается с учетом специфики конкретной заготовки. При этом учитываются оптимальные условия ее установки в приспособлении.
d. Сборно-разборные приспособления (CPП). Собираются из набора нормализованных деталей и узлов, допускающих многократную перекомпоновку собираемых конструкций. После снятия изделия с производства, при изготовлении которого использовались СРП, они разбираются и, так же как УСП, используются при сборке новых специальных приспособлений для обработки деталей нового изделия. При этом точность компоновки приспособления выше по сравнению с УСП, и она сохраняется в процессе эксплуатации.
3. Специальные приспособления
a. Специальные приспособления (СП). Предназначены для выполнения определенных технологических операций и представляют собой не переналаживаемые приспособления одноцелевого типа. Их используют в массовом производстве при постоянном закреплении операций на рабочих местах. СП трудоемки и дорогостоящи в изготовлении, так как их изготавливают методами единичного производства. При освоении нового изделия ранее использовавшиеся специальные приспособления уже не пригодны. Необходимо конструировать и изготавливать новые, что занимает до 80 % длительности цикла технологической подготовки производства.
b. Специализированные безналадочные приспособления (СБП). Используют для закрепления заготовок, близких по конструктивно-технологическим признакам, с одинаковыми базовыми поверхностями, требующими одинаковой обработки.
Дата: 2019-02-25, просмотров: 684.