Особенность СУ ТО состоит в том, что выходные параметры системы
//,{/) = |Я,(/), Я2(/), ..., НМ\
где Т~ знак транспонирования, не определяются однозначно входными параметрами
С«) = |<7,</), <?2(/), ..., С,(/)|г,
а зависит от ряда переменных Z { t ), определяемых ее собственными характеристиками,
Z ( t ) = |z,(/), ш, ..., Ш\т.
В итоге выходные параметры СУ ТО определяются как
н,{1) = Ф\гм, ио, .... zn { t ), с,(/), с2(0, ..., Gq ( t \ /],
/= 1, 2, ..., m ,
где H ,{ t ) (i = 1, 2, ..., m ) — параметры, характеризующие функционирование СУ и представляющие интерес для проектировщика СУ ТО; G ,{ f ) (/= 1, 2,..., q ) — воздействия, влияющие на поведение объекта; Ф, — однозначные функции.
Изменение H ,{ t ) на интервале (r0, tk ) определяется изменением G ( t ) на том же интервале и начальными условиями \ Z { ( t 0 ), ^(/0),..., ZM \, т.е.
Я,<» = ФДВД, Z20b),..., Z„(/0), C,(/b,/*), G&o, /*),..., G9(/0, /*), /I,
' e (f0, tk ).
Минимальное число п переменных Z „ которые позволяют однозначно выразить выходные параметры СУ Н, (/ = 1, 2, ..., ш) через ее входные параметры С, (/' = 1, 2,..., q ) и время t , представляют собой переменные состояния СУ. Состояние СУ содержит
249
всю информацию о про/илом, необходимую для однозначного определения реакции Н ( t {) , tk ) на произвольный входной сигнал G ( to , <*)• В свою очередь, сами переменные состояния Z \((), Z 2 ( i ),..., Zn ( t ) в любой момент времени / е (/0, /*) являются однозначными функциями начального состояния Z ( t 0 ) и реализации входа G('o, 4):
//,</) = F\Zx(k), Z&u, ..., Z „(t0), Ci(/0, /*), $0b, /*), -, <74(/0, /*), /J,
или в векторной форме
Для СУ, динамические свойства которой описываются линейными дифференциальными уравнениями, уравнения ее состояния можно записать в следующем виде:
Z ( t ) = AZ ( t ) + BG ( t ); H { l ) = CZ { t ) + UG { l ),
где А — матрица коэффициентов; В — матрица управления; С — матрица выхода; U — матрица обхода системы.
В случае стационарной системы элементы матриц коэффициентов, управления, выхода и обхода объекта являются постоянными. Для нестационарной СУ все или некоторые из элементов матриц, входящих в уравнения состояния, зависят от времени /. Эти уравнения называют уравнениями состояния. Векторы H , G и Z называют соответственно вектор выхода, входа и состояния объекта. Считается, что вектор выхода Н принимает соответствующие значения в пространстве состояния СУ с параметрами Z
Понятие переменных состояния используют и для описания входных сигналов. Для этого записывается следующее дифференциальное векторное уравнение:
V '~ PV , V = \ VuV 2 ,..., Vm \ T ,
решение которого V ( f ), te (0,/), полученное при определенных начальных условиях Уф), однозначно определяет вектор входа
u ( t ) = DF ( t ), te [0, t ],
где D — матрица размером gxm .
Тогда поведение СУ, на которую действует входной сигнал U ( t ), представляется однородным векторным дифференциальным уравнением
F(/) = /(z(/);/), z(0) = z0,
где z ( t ) = | V ( t ), x ( t ) | — вектор состояния системы; 1(0) — вектор начального состояния.
250'
Считается, что вектор J принимает значение в расширенном пространстве состояний СУ z = xv , где V э v — пространство состояний входа СУ.
Для СУ с линейными параметрами уравнения состояния имеют вид:
z (/) = Fz (0; y ( f ) = Nz { t ).
где F , N — расширенные матрицы соответственно коэффициентов СУ и ее выхода.
Существует ряд способов формирования уравнений состояния в процессе прямого, последовательного и параллельного программирования. При нахождении этих уравнений удобно использовать схемы в переменных состояния.
Для представления динамических свойств линейных стационарных систем с одним входом «(f) и одним выходом у{() часто используют передаточную функцию
] V ( S ) = ^- = bmpm + ^-'^""' + ~ + b\P + bo и(р) р" +а„.хрп') +...лахр + а0
которую легко определить, если задано дифференциальное уравнение системы в следующем виде:
d/" d/"-1 d/
, dmu(f) . dm-'«(0 , <iu{t) . ,Л
Следует отмстить, что динамические связи в приведенных уравнениях для объекта, имеющего сигналы на входе <?(/) и выходе Я(0, задаются единственным образом. Однако уравнения состояния для одного и того же объекта не единственны и могут иметь разные матрицы А, В, С, II , или F . Элементы этих матриц зависят от способа получения схемы объекта в переменных состояния.
Процесс составления схем в переменных состояния часто называют программированием. Такое название оправданно, так как используемые приемы полностью аналогичны как для непрерывных, так и для импульсных систем. Схемы в переменных состояниях импульсных систем применяют для составления программ при моделировании на ЭВМ. Схемы в переменных состояниях для непрерывных систем могут служить непосредственно для составления схемы набора при моделировании на аналоговых вычислительных машинах (АВМ).
При прямом программировании передаточная функция ТО записывается после деления числителя и знаменателя нар" в следующем виде:
251
______ ш ______ =
bmp-("-m) + ftm-,P"(n_m+n +... + btp-in-n + boP~"
= Hi £)
1+а„_,р_| +... + а,рЧп-,) +а0р-"'
Приравнивая правую и левую части к Е(р), получаем E ( p ) = G ( p )- an _ l p - l FAp )-...- alp -< n -» E < j >)+ a 0 p -" E ( p );
Н{р) = Ьтр~^Е(р)+Ьт_1р-1»-т+»Е(р)+...+Ь1р-^Е(р)+Ь0Р-"Е(р).
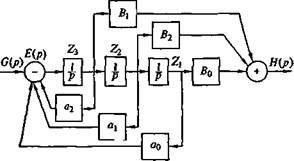
Эти уравнения применяют для составления схемы в переменных состояния. На рис. 6.21, а показана схема для п = 3, т = 2.
Переменными состояния являются сигналы (Z(, Z2, Z,) на выходе интеграторов. Если предположить, что £/(/) является ступенчатой функцией U 0 \( t ), то дифференциальными уравнениями для переменных состояния, показанных на рис. 6.21, о, являются:
С = О, Z \ = Z2, Z2 = Z3, Z3 = (7- а2-2з- «i^2_ ао^ь или

| с | G | |
| *2 | = F | Z, z2 |
| Z', | z3 |
0 0 0 0 0 10 0
0 0 10"
1 - а0 -щ -а2
Уравнение выхода имеет вид
//(/) = 6oZ, + b.Za + bjZ3.
При параллельном программировании передаточная функция представляется в виде суммы простейших дробей
1=1 Если все корни /?, (/ = 1, 2,..., п) характеристического уравнения
R " + a ^ R "-1 + ... + а,/? + а0 = О
действительны и различны, т.е.
то коэффициенты Л,- находят методом неопределенных коэффициентов. Схема для объекта W { p ) получается параллельным соединением элементов. Для т = 2, п = 3 и разных действительных корней характеристического уравнения на рис. 6.21, б показана схема в
252
|
|
|
|

| Ол | ||
| C(J>) | "1 | |
|
|

| Н(Р) |
Рис. 6.21. Структурные схемы математических моделей, построенные методами прямого (о), параллельного (б) и последовательного (в) программирования:
(!{ р) — входной сигнал; Н(р) — выходной сигнал; Е{р) — разностный ситал;
Во, В,, Въ «о, о,, а2, й3. b , /?i, /?2, Лэ. Ц< ^2 — вычисляемые коэффициенты;
Z,—Zj — параметры состояния интегрирующих элементов
253
переменных состояния. При скачкообразном входном сигнале уравнения состояния имеют следующий вид:
С = 0; Z\ = axG- RxZu Z2 = a2G- R2Z2l Z3 = a3G- R3Zj;
H = Z, + Zi + Z3,
или
// =
| G' | 0 0 | 0 | 0 | С | ||
| = | A\ -R\ Ai 0 | 0 -R2 | 0 0 | X | Я. Иг | |
| И'г | Ai 0 | 0 | -Ri | и, |
Форму представления схем и уравнений состояния при параллельном программировании называют канонической.
В общем случае, когда характеристическое уравнение содержит комплексные корни, отдельные ветви схемы в переменных состо-
D - R + F -
яния (для слагаемых WAp ) = ' !—) строятся так же, как и
Р + RiP + Qi при прямом программировании. При наличии кратных корней
| ( P - Ri ) r ,/•>!) строятся последовательным про- |
А-
отдельные ветви (для слагаемых вида Wt ( p ) =------- hrrr или
D , p + E ,
JVAp ) = -
граммированием.
При последовательном профаммировании передаточная функция представляется в виде произведения простейших дробей
W { p )^ flW ,{ p ). 1=1
Схема СУ (рис. 6.21, в) получается последовательным соединением схем в переменных состояния, полученных для каждой передаточной функции Wiip ) (/= 1, 2,..., к):
JV{p)= H{p) _b(P-Ll)(p-L2) _
< КР ) P<J>-R\)<J>-Ri)
 |  |
b р - Ц p-Lj |
А[1 + л,_-а
| R , |
| P - |
PP - RxP - R 2 p
ч р-Ъ
При постоянном входном сигнале уравнения состояния будут иметь вид
С = 0; Z \ = - R 2 ZX + ( R 2 - L 2 ) Z 2 + ( R 3- Z3)Z3; Z2' = - R & + (Л, -LJZ ,;
Z'3 = bG; H^Z^ + Zi + Zs
254
или
//' =
G '
А z 3
0 0 0 0
О — R . i /?2 — 1-ъ Ri ~ [*1
| о |
о о - я, я, - ц
АО О
G
z 2
Z ,
#=|0 1 I \\ Н .
Нетрудно заметить, что уравнения состояния будут другими при иной последовательности соединения элементов Wfjj ), например, если элемент b /р поставить не на входе, а на выходе объекта. Зтот факт лишний раз подтверждает возможность широких вариаций математических моделей ТО с целью выбора удобных для исследований зависимостей между переменными состояния.
При моделировании динамических процессов с помощью ЭВМ следует приведенные ранее матрицы представить в виде следующей матрицы перехода:
Ф (/) =
йи(/) an(t) ai\(t) an(t)
Qm\{t) (lml{t)
a. „ (0 | ain(t) I
a , m ( t ) |
где a 0 ( f ) — выражение для реакции на единичный скачок в точке / при возбуждении схемы в точке у.
В качестве примера рассмотрим контурную фрезерную обработку на станке с ЧПУ, которая имеет общие черты с обработкой сложного профиля на токарном станке с ЧПУ. Формообразование контура происходит за счет согласованного во времени относительного движения заготовки и инструмента по взаимно-перпендикулярным направлениям.
Управление перемещениями при обработке контура осуществляется с помощью СЧПУ. Характерными случаями являются обработка элемента контура в виде дуги окружности (рис. 6.22, а), обработка элемента контура в виде прямой (рис. 6.22, б), а также варианты обработки элементов в виде изломов траектории (рис. 6.22, ей г). Достижение соответствия контура, полученного в результате обработки, контуру, заданному по программе, является основной технологической задачей.
При обработке контура, имеющего произвольную геометрию, динамические ошибки системы существенно зависят от геометрии каждого участка контура, его положения в осях координат станка, а также от величины контурной скорости. Последнее обстоятельство используют для обеспечения точности контурной обработки.
255

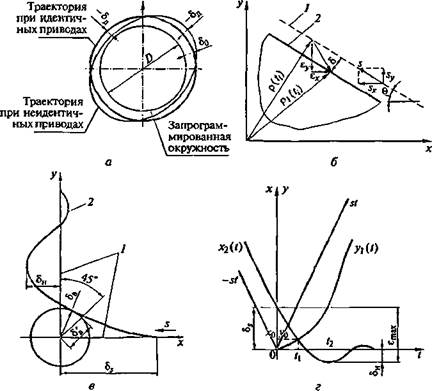
Рис. 6.22. Обработка контуров в виде окружности (а), отрезка прямой (б), углов — прямого (в) и произвольного по величине (г):
D — диаметр обрабатываемой окружности; s , s „ sy — соответственно контурная скорость и ее составляющие по осям х и у, 1,2 — траектории движения инструмента; / — время; /ь t - i — текущие моменты времени; +5Л и -8Л — отклонения размеров детали при неидентичных приводах; б<> — отклонения размеров при идентичных приводах; р(/,), Р](/<) — радиусы-векторы соответственно до заданной / и полученной 2 траектории; 6 — угол наклона траектории; 6 — величина погрешности обработки контура; ех, еу — величины рассогласований соответственно по осям х и у, 8Н — наружная погрешность обработки; 6„ — внутренняя погрешность обработки; 8', — проекция величины внутренней погрешности; 65 — отрезок контура, на котором присутствует noi-решность обработки
Снижая величшгу контурной скорости, уменьшают величину динамической ошибки и таким образом уменьшают отклонения размеров на контуре. Как правило, занижают величину контурной скорости вдоль всего контура, хотя при этом неоправданно снижается производительность обработки.
Прогнозирование точности контурной обработки на стадии проектирования ТП обработки позволяет определить участки контура, на которых необходимо принять меры к снижению отклоне-
256
ний размеров. При этом, варьируя известными методами снижения отклонений размеров, по имеющейся информации о процессе формообразования контура повышают производительность обработки при обеспечении требуемой точности.
При разработке ММ с использованием метода пространства состояний следует иметь в виду, что при описании процессов кон-1урной обработки достаточный порядок дифференциального уравнения, описывающего динамические характеристики объекта из условия точности ММ, составляет п = 3. При использовании методов параллельною и последовательного программирования получают матрицы с некоторыми нулевыми компонентами (разреженные матрицы), что упрощает расчет на ЭВМ, однако метод последовательного программирования предполагает построение СУ с апериодическим законом изменения выходного параметра, что при обработке контура не используется. Использование колебательного процесса предполагает использование метода параллельного программирования.
Математическую модель процесса формирования контура путем относительного движения заготовки и инструмента в процессе формообразования контура по каждой из координат можно представить в виде следующего дифференциального уравнения:
1\ Тг ^ f + (7; + Г2)^~ + К(Т3 + 1)^ + КН = К('/\ + ту)^ + KG ,
где И— выходное воздействие; С— входное воздействие; Ть Т2, Т3 — постоянные времени динамической системы; К — коэффициент усиления динамической системы; г\ — коэффициент введения производной по управляющему воздействию.
Параметр ц определяет информацию о скорости перемещения но отдельной координате и не определяет информацию о величи не перемещения.
Анализ точности получаемого контура целесообразно проводить рассматривая погрешность как отклонение размеров в каждой точке заданного контура (рис. 6.23). Располагая методикой расчета положения точек полученного контура, легко в автоматическом режиме проводить анализ процесса формообразования контура.
Для определения положения точек полученного в результате обработки контура необходимо решение дифференциального уравнения для каждой из координат. Здесь нужно иметь в виду, что решение его традиционными методами связано с серьезными трудностями. Во-первых, решение необходимо выполнять для каждой точки контура с шагом, равным дискрете системы управления, обеспечивающей управление процессом формообразования. Во-вторых, решать указанные дифференциальные уравнения необходимо при ненулевых начальных условиях. С учетом того, что урав-
9 За* 519
257
Л .
Ук
/
/
/ F7 i
* a
Рис. 6.23. Общий случай обработки контура произвольной геометрии:
/ — контур, получаемый при обработке; 2 — допустимое отклонение размеров на контуре; 3 — контур, заданный по программе; F ,— точки получаемого контура; Q -, — точки заданного контура; вг, 6з — величина и направление смещения точек заданного контура в сторону полученного контура
нение окружности описывается дифференциальным уравнением второй степени, в целом указанные уравнения могут иметь пятый порядок.
Решение поставленной задачи оказывается практически невозможным даже при использовании ЭВМ большой мощности. Обычно при разработке ТП используют вычислитель! гые устройства малой мощности. В свете этого желательно иметь методику, позволяющую решать поставленную задачу средствами малой вычислительной техники.
Используя преобразования Лапласа, можно получить передаточную функцию Ф(р), характеризующую динамические характеристики системы по каждой из координат. В общем виде передаточная функция имеет вид
| Ф(/0 |
(7з + г\)Кр + К
ТхТгР> + (Г, + Т2)р2 + К(ГЪ + \)р + А"
где р — оператор Лапласа.
Для каждой из координат структура функции сохраняется. Различия состоят лишь в значениях коэффициентов, составляющих функцию.
Рассматривая выходной параметр И как значение координаты, в общем виде для него можно записать следующие выражения:
для случая обработки элемента контура в виде отрезка прямой
я=£___________ Кр(Т3+г)) + К_________ .
Р Т{Т2р3 + (7J + Т2)р2 + К(Т3 + \)р + К' для случая обработки элемента контура в виде дуги окружности
II _ ыр_________ Кр(Тг\т\) + К_________
р2 + со2 Т{Г2р* + (Г, + Т2)р2 + К(Т3 +\)р + К' где s — контурная скорость; со — круговая частота.
258
Представим второй дробный сомножитель правой части в виде простейших дробей. Для этого приведем выражение в знаменателе к «неполному» виду
Т2р^ + 2^Тр2 + р+К=0,
где 7Д — промежуточные коэффициенты.
Разделив почленно компоненты уравнения на Т2, получим
ръ + — р2 + -£г + -^ = 0.
7" Г 7*
Подстановкой ^ = ^ - —^ приводим уравнение к виду
где rf = -с2/3 + £; 9 = 2(а/3)3 - flfc/З + с; а = 2^/Г; Ь = 1/Г2; с = АГ/Г2. Корни «неполного» кубического уравнения
Y ,= A + В
| 2 |
Yur .- d ±*±^*>
| A = fUS -, B ^ ff ^; e = ^ |
где Л = a~i*vo; ^ = A3j-^.-ve; « = l|l +[|
Формирование ММ, описывающей поведение рабочего органа станка по каждой из координат, можно проводить одним из трех методов: прямого, последовательного или параллельного программирования.
Применим метод параллельного программирования. Преобразуем выражение для выходного параметра, используя метод неопределенных коэффициентов. В окончательном виде передаточная функция будет следующей:
КР) р-Е< (р-М)2 + £?' где £ь Ёг, £3> £4 — коэффициенты:
F р К+г)Е4 р _ r){M2 + L2)-KE< + 2MK
' 2 M2+L2-2ME<+p2' 3 N-2MPl+El
Для разработки ММ процесса формообразования необходима структурная схема динамических процессов, протекающих по каждой из координат. На рис. 6.24 представлена структурная схема ММ для каждой координаты, построенная на основе выражения, полученного методом параллельного программирования.
9'
259
 ! Р ! Р
| У | ш |
| ГГ ^_ | ГП | |
| 1 р | Ш | |
Используя построенную структурную схему, опишем связи между выходами интегрирующих звеньев динамической системы. Для этого используют передаточные функции, связывающие выходы интегрирующих звеньев. Отдельным передаточным функциям присвоим двухзначные индексы, в которых первая цифра означает номер точки, где происходит наблюдение реакции системы на ее возбуждение, вторая — номер точки возбуждения системы единичным скачком.
Например, функция, описывающая взаимосвязь между точками 3 и 2, имеет виц
| Рис. 6.24. Структура математической модели формообразования по каждой из коогчинат: Z( j>) — выходной сигнал, р — оператор Лапласа; М, N , £,. Е2, Л."3, А"4 — коэффициенты модели; м, — угловая скорость; /, 2, 3, 4, 5, 4\ У — выходы интегрирующих звеньев |
| Wn { p ) - |
-Np + 2MN р2 - 2Мр + N '
где N = M 2 + L 2 .
Аналогично описываются передаточные функции для связей между другими точками динамической системы. Для описания функций am ,( t ), определяющих вид переходных процессов, протекающих в каждой точке системы под действием возбуждения этой системы в разных ее точках, имеем в виду, что возбуждение осуществляется единичными скачками вила
G ( p ) = \/ p .
Применяя обратные преобразования Лапласа для функций W „ m ( p ) и С(р), можно получить законы изменения выходных величин атп(р) во всех точках динамической системы. Например, для точек 3 \\ 2 выражение для функции a ^( t ) имеет вид:
йзг(0 = L-
-Np + 2MN p(p2-2Mp+N)
N = 2 М ~ е *"
sin
7J-2arctg-^ M
Подставив в полученные выражения значение времени /, в течение которого при заданной контурной скорости совершается взаимное перемещение инструмента и заготовки на одну дискрету системы управления, получим числовые коэффициенты а„т(р), характеризующие изменение состояния динамической системы во всех ее точках за указанный период, и запишем их в виде матрицы
260
o„ an ... й,5 _ o2| c22 ... a25
a51 a51 ... a55
При моделировании протекающих в динамической системе реальных процессов, связанных с контурной обработкой, возбуждение необходимо осуществлять скачками возбуждающих воздействий, обычно отличающихся от единичного на некоторую величину. Значения скачков возбуждающих воздействий можно представить в виде произведения единичного скачка и некоторой функции Zm ( t ).
Для определения значения этой функции для точки т динамической системы можно воспользоваться выражением
Zm { t ) = ^ Zj ( t - M ) amj .
Таким образом, выражение для матрицы состояния выхода динамической системы может быть определено через матрицы коэффициентов и состояния выхода динамической системы
| Z,(t) | Z,(/-A/) | |
| z2(t) | = Лх | Z2(/-A/) |
| Zs(/) | 25(/- Л /) |
Информацию о состоянии динамической системы можно получить с шагом, равным М. Точность расчетов будет тем выше, чем меньше величина Л/, но, в то же время, при расчете процесса формообразования контура с уменьшением величины Д/ растет число шагов, а следовательно, возрастает объем вычислений. Исследования показывают, что оптимальным является выбор значения Д/, равного величине дискреты системы управления, деленной на величину контурной скорости.
Таким образом, состояние динамической системы в каждый момент времени можно свести к осуществлению элементарных арифметических действий над известными численными значениями коэффициентов матриц, описывающих свойства динамической системы. Это принципиально упрощает расчеты, связанные с определением положения контура, получаемого в результате протекания процесса формообразования. Полученная структурная модель динамических процессов позволяет осуществить моделирование процессов при необходимости на аналоговых вычислительных машинах.
261
Окончательно уравнение выхода для одной координаты имеет вид
//(О = Z,(0E, + ШЕ2 + ШЬ,
где Н{1) — значение координаты в текущий момент времени /.
При расчетах по приведенной методике на первом этапе рассчитывается матрица коэффициентов динамической системы. Далее, путем приращения параметра t с шагом Д/ определяются координаты точек Fh составляющих получаемый в результате процесса формообразования контур (см. рис. 6.23), и координаты точек Q , контура, заданного по программе. Последовательно осуществляя расчет вдоль по каждому из этих контуров, можно легко определить наикратчайшие расстояния отточек контура, заданного по программе, до точек контура, полученного в результате протекания процесса формообразования.
Если точки полученного контура отстают от точек заданного по программе в пределах величины допуска, то на этих участках условие обеспечения точности выполняется. В тех точках, где полученный контур выходит за установленные пределы, требуется принять специальные меры по изменению траектории получаемого контура.
В связи с тем, что отклонения размеров существенно зависят от расположения контура в осях координат станка, необходимо при проектировании ТП контурной обработки определять оптимальное положение заготовки на столе станка. Для этого необходимо, используя разработанную методику, определить отклонения размеров во всех точках заданного по программе контура и просуммировать их.
Физическим смыслом полученной величины является площадь фигуры, образованной отклонениями размеров. При варьировании угла поворота заготовки в осях координат станка площадь будет меняться. Оптимальным положением заготовки на столе станка должно считаться такое, при котором площадь указанной фигуры минимальна.
При расчетах отклонений Q размеров на контуре можно использовать формулу
Q = 4{ Fx - Qx )* + { Fy - Qy )\ где Qx , Qy — координаты некоторой точки контура, заданного по программе; Fx , FY — координаты ближайшей к этой точке точки полученного контура.
Суммарная погрешность па контуре составит
где Qi — отклонение размера от заданного в /-й точке контура.
262
Условие оптимального положения заготовки на столе станка записывается в виде
£)Е—» min.
Условие определения оптимального положения заготовки на столе станка позволяет сократить протяженность участков контура, на которых величина отклонений размеров превышает заданную величину. Используя предлагаемую методику расчета отклонений размеров для сокращения их величин, можно применить процесс управления по скорости. В этом случае изменение контурной скорости оказывается минимальным, что приводит к повышению производительности обработки по сравнению с традиционными методами обеспечения точности.
6.7. Оптимальное управление технологическими объектами
При разработке автоматических СУ ТО прежде всего ставится следующая задача: система должна выполнять свое назначение, определяемое целью управления. Иногда стоит более сложная задача разработать СУ с наилучшими показателями качества. Для разработки таких СУ применяют принцип оптимальности, позволяющий обеспечить наилучшее выполнение цели управления.
Аитоматическую СУ, обеспечивающую наилучшие технические или технико-экономические показатели качества при заданных условиях работы и ограничениях, называют оптимальной. Оценку достижимости цели в процессе управления ТО, представленную в формализованном виде (аналитической форме), принято называть критерием оптимальности, который представляют в виде целевой функцией. Разработка наилучшей СУ, удовлетворяющей поставленным требованиям, представляет собой задачу синтеза оптимальной системы.
Возможны два основных типа задач синтеза оптимальных СУ ТО. В задачах первого типа известна структура СУ ТО (передаточные функции регулятора Кр(р) и ТО Ко(р)), требуется найти оптимальное значение ее числовых параметров, при которых обеспечивается экстремальное значение заданного показателя качества (синтез параметров СУ ТО). В задачах второго типа СУ полностью неизвестна и требуется определить ее структуру и параметры так, чтобы она была оптимальной по принятому показателю качества (синтез структуры СУ). На практике обычно задан объект управления, поэтому задача синтеза состоит в определении структуры и параметров оптимального управляющего устройства (УУ) (рис. 6.25).
Переменные выхода y ( f ), управления «(/), входных хвк(() и возмущающих /в(0 воздействий в обшем случае могут быть как скалярными, так и векторными величинами.
263
h.
| -=<&- |
\ --------- \ и \ —■— t
| УУ | f/ | |/. | |
| 1 | ? | Ko(P) — | |
| t |
Рис. 6.25. Структурная схема систем управления:
а — с известной структурой; 6 — с неизвестной структурой; A",,, Y — входной и выходной параметры;^ — функция, описывающая внешние возмущающие воздействии; U — выходной сигнал регулятора; Kv ( j >) — передаточная функция регулятора; УУ — управляющее устройство; К„(р) — передаточная функция технологического объекта
Наиболее распространенной является задача определения оптимальных управлений «(/), обеспечивающих оптимальные процессы в функции времени при заданных начальных Y { t 0 ) и конечных К(/к) значениях выходных переменных. Оптимальные управления «(/) ТО и их реализацию различают для двух основных случаев: без применения (разомкнутая СУ) и с применением (замкнутая СУ) обратных связей. В разомкнутой оптимальной СУ (рис. 6.26, а) управляющее устройство по заданным граничным условиям формирует оптимальный закон управления. При этом координаты ТО не используются в формировании закона управления. В замкнутой оптимальной СУ (рис. 6.26) на вход УУ подаются соответствующие сигналы с выхода ТО.
Решение задачи синтеза оптимальной системы управления начинают с описания реальных элементов системы математическими соотношениями (состаапение ММ системы). Далее устанавливают имеющиеся ограничения для координат системы и анализируют характеристики сигналов внешних воздействий, а также составляют математическое выражение заданного критерия качества.
После того как задача синтеза математически сформулирована, ее решают соответствующими математическими методами, в результате чего находят функцию управления из условия минимума или максимума показателя качества, определяющего оптимальный режим работы ТО.
| то |
| то |
У (' о )-
* „ <0
| УУ |
1/(0
«СГЛ»)
УУ
б
ПО
, Г(0
Рис. 6.26. Структурная схема системы оптимального управления:
а — разомкнутой; б — замкнутой; ТО — технологический объект; УУ — управляющее устройство; Л"ю(0 — функция, описывающая входной сигнал; У(10) — заданные начальные значения выходных переменных; Y ( Q — то же, конечные; (/(У, Хт) — оптимальное управляющее воздействие; 1/(0 — функция сигнала управления регулятора; Y { f ) — функция выходного параметра
264
Аналитическое решение задачи синтеза оптимальных систем управления выполняют методами теории оптимального управления. В результате находят аналитическое выражение, определяющее структуру и параметры УУ.
В простых задачах управления стационарными объектами при отсутствии внешних возмущений можно ограничиться таким алгоритмом оптимального управления, который определяет неизменную настройку оптимального регулятора (управляющего устройства). При этом предусматривается наличие достаточного объема предварительных сведений (априорной информации) о внутренних и внешних условиях работы объекта и системы. Чем полнее на стадии проектирования априорная информация о характеристиках системы и условиях ее работы, тем точнее СУ, полученная в результате проектирования. Зто означает, что в данном случае оптимизируется только конструкция системы с целью обеспечения оптимальных процессов.
Существует большой класс объектов управления, статические и динамические характеристики которых изменяются в широких пределах заранее непредвиденным образом; при этом невозможно описать физические процессы, протекающие в них при функционировании СУ в реальных условиях. В связи с этим для нестационарных объектов СУ будут работать в условиях неопределенности, т.е. недостаточности («неполноты») априорной информации о характеристиках управляемого процесса.
Дальнейшее совершенствование производственных и технологических процессов обусловлено усложнением задач управления. Специфическая особенность этих усложнений заключается в практической невозможности подробного изучения и описания процессов, протекающих в СУ. По мере усложнения задач, возлагаемых на СУ из-за уменьшения априорной информации о системе, появляются трудности в обеспечении заданного качества управления. Для преодоления этих трудностей при разработке СУ, функционирование которых происходит в условиях неопределенности, применяют принцип адаптации. Это позволяет искусственно создать эффект приспособления к изменяющимся условиям в СУ за счет того, что часть функций по получению, обработке и анализу недостающей информации об управляемом процессе осуществляется самой системой в процессе се нормальной эксплуатации с помощью адаптивного управляющего устройства (АУУ), а не проектировщиком на предварительной стадии разработки системы. Это позволяет существенно снизить влияние неопределенности на качество управления и скомпенсировать в определенной степени недостаток априорной информации об управляемом процессе на стадии проектирования.
Системы управления, в которых параметры управляющих воздействий или алгоритмы управления автоматически и целенап-
265
| Рис. 6.27. Структурная схема формирова- |
| U( YXXB) d |
| ХвЛО |
у. . систем управления:
| AVV | *(/) | ТО | ||||
| ■ | . | |||||
ЛУУ — комплекс измерительных, преобразовательных и вычислительных устройств, а также усилительных и исполнительных элементов; ТО — технологический объект; ХЛХЦ) — функция, описывающая входной сигнал; У(/) — функция, описывающая выходной сигнал; Х(г) — функция сигнала цепи обратной связи; U ( Y , X , Хвх) — функция комплекса сигналов управления технологическим объектом
равленно изменяются для осуществления в каком-либо смысле наилучшего управления ТО (причем характеристики ТО или воздействий внешней среды могут изменяться заранее непредвиденным образом), называют адаптивными СУ.
Развитие новых технических средств радиоэлектроники, вычислительной техники и технической кибернетики, а также изучение и моделирование органов живых организмов способствуют созданию и совершенствованию адаптивных СУ. Обобщенная функциональная схема адаптивной СУ показана на рис. 6.27, где АУУ в общем случае представляет собой комплекс измерительных, преобразовательных и вычислительных устройств, а также усилительных и исполнительных элементов.
Принцип адаптации применяют в тех случаях, когда сложность управляемого процесса (нестационарного объекта) достигает такого уровня, при котором влияние неполноты априорной информации об условиях работы системы становится существенным и невозможно обеспечить заданное качество процессов управления без приспособления системы к изменяющимся непредвиденным образом условиям функционирования.
Учитывая, что основным назначением всякой СУ является достижение требуемой цели управления в условиях, в общем случае заранее не определенных, их можно разделить на два класса:
• системы с жесткой настройкой, в которых неполнота информации не мешает достижению цели управления;
• адаптивные СУ, в которых неполнота информации не позволяет достигнуть цели управления с заданной точностью без автоматического приспособления системы в условиях неопределенности.
СУ обоих классов можно строить таким образом, чтобы обеспечивались наилучшие показатели качества, т.е. в общем случае указанные классы систем могут быть оптимальными СУ с «жесткой» настройкой и адаптивными оптимальными СУ. При решении задачи синтеза оптимальной адаптивной СУ выбирают показатель качества, характеризующий достижение требуемой цели управления в условиях неопределенности. Аналитическое решение задачи синтеза адаптивных систем выполняют соответствующими мето-
266
дами теории автоматического управления. Оптимизацию сложных СУ с помощью адаптивных управляющих устройств называют автоматической оптимизацией.
Таким образом, при разработке оптимальных адаптивных СУ ТО создают их оптимальную конструкцию, которая обеспечивает автоматическую оптимизацию в условиях неопределенности.
6.8. Развитие систем управления технологическими объектами
Развитие средств автоматики и электроники и прежде всего механизмов и устройств программного управления позволяет выполнять функции управления на качественно высоком уровне, а именно — управлять работой агрегатов с оптимизацией режимов их работы, адаптацией и самонастройкой режимов, придавая системам управления не только функции исполнения разработанной программы, но в значительной степени и сам процесс программирования.
При создании автоматических и автоматизированных систем различного назначения до недавнего времени в качестве их вычислительной основы широко использовали два класса средств цифровой техники:
• устройства с жесткой структурой, выполненные на базе цифровых логических схем;
• ЭВМ универсальные и управляющие.
Устройства с жесткой структурой обычно содержат большое число дискретных элементов и интегральных схем малой и средней степени интеграции. При этом различного рода изменения функций требуют изменения схемы (т.е. перепайки соединений, замены компонентов), проверочных тестов. Поэтому главным недостатком системы на основе таких устройств являются значительное время проектирования и изготовления, а также трудности внесения изменений.
Системы на основе ЭВМ можно легко перестраивать с реализации одной функции на другую, для чего достаточно составить и занести в память новую программу. Выполнение алгоритма функционирования в таких системах осуществляется программно. При использовании серийных ЭВМ это значительно сокращает сроки проектирования, изготовления и настройки системы.
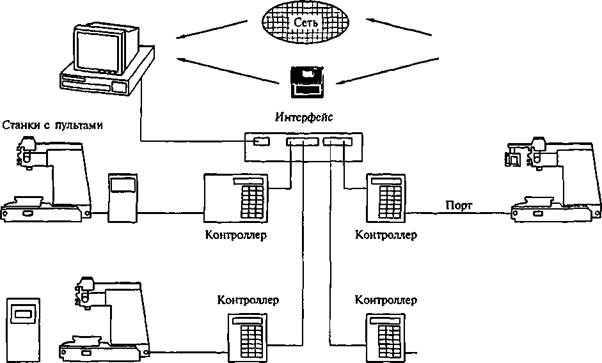
Использование ЭВМ в процессах управления ТО привело к появлению производственных систем, получивших название CIM (Computer integrated manufacturing), т.е. компьютеризированные интегрированные производства (рис. 6.28). Важнейшими компонентами таких систем являются подсистемы автоматизированного проектирования, а также программно-аппаратный интерфейс. Та-
267
го
00
|
|

|
|
|
|

| Сервер |
|
|
| Станки с системами ЧПУ типа NC |
|
|
|
|
Рис. 6.28. Схема компьютеризированной интегрированной прои
кая система //редстаачяет собой автоматизированный комплекс с гибко перестраиваемой технологией, в которой управление осуществляется от центральной ЭВМ. Она является системой более высокого уровня управления по отношению к каждой ЭВМ управления ТО, входящих в такой комплекс, и обеспечивает максимальную и равномерную загрузку станков с помощью автоматизированных транспортных средств для деталей и режущих инструментов и осуществляет «наблюдение» за ходом ТП (проведение контроля и ввод соответствующих корректив в работу ТО, изменение соответствующим образом технологических маршрутов обработки и при необходимости изменение заданных в программе параметров).
Электронно-вычислительная машина также осуществляет распределение рабочих профамм, хранящихся в библиотеке профамм-ного обеспечения.
При этом, несмотря на то, что ЧПУ на базе ЭВМ имеет большой объем собственной памяти, достаточной для хранения программы на осуществление всего ТП, далеко не всегда рационально передавать ее из ЭВМ в ЧПУ полностью из-за трудности корректировки такими средствами.
Следующим более высоким уровнем автоматического управления является обеспечение учета, планирования и диспстчирова-ния работы автоматизированного комплекса. Это по сути дела является уровнем АСУ цеха или предприятия, которая реализуется также с помощью мощной ЭВМ, так как обычно адесь решаются более общие задачи, в том числе и задачи автоматизированной подготовки управляющих программ для ТО.
Такая многоуровневая СУ также включает задачи автоматизации административного управления. Данную систему называют гибкой интефированной системой, при этом в случае необходимости ее более низкие уровни могут работать автономно.
Системы управления на базе ЭВМ строят также на основе микропроцессора (МП). В МП объединены универсальные возможности профаммируемого средства с преимуществами и возможностями, которые представляег технология микропроцессорной техники.
Формирование и развитие МП привело к появлению нового полхода к проектированию цифровых систем на основе профам-мируемой логики. Этот подход предполагает при построении систем использование стандартных универсальных МП, работающих под управлением профаммы.
Если разработчик систем на основе устройств с жесткой структурой может пользоваться для r-ализации необходимых функций только аппаратными средствами, а при использовании ЭВМ — в большей степени только профаммными средствами, то при построении СУ на основе профаммируемой логики он получает возможность использовать полностью как аппаратные, так и профамм-ные средства.
269
Необходимо отметить, что стоимость, малые размеры и масса, высокая надежность средств МП придают СУ новые качества, позволяющие существенно приблизить средства обработки информации и управления к местам ее возникновения и приложения управляющих воздействий. В конструктивном отношении средства МП становятся встроенными, т. е. являются элементами и узлами автоматических систем, подчиненных своей логике, своим задачам.
Для дальнейшего развития систем управления технологическими объектами и процессами необходимо использовать CALS-тех-нологии. Это обеспечивает предоставление необходимой информации в нужное время, в нужном виде, в конкретном месте жизненного цикла при изготовлении изделия. В этом случае задачами CALS-технологии являются структурирование и моделирование данных о технологических объектах; обеспечение эффективного управления и обмена данными; создание и сопровождение документации для поддержания жизненного цикла ТО.
Контрольные вопросы
1. Что является технологическим объектом в машиностроении?
2. Определите назначение систем управления ТО.
3. Что такое программа управления?
4. Что такое дискрета СУ?
5. Перечислите основные требования, предъявляемые к СУ.
6. По каким признакам можно классифицировать СУ?
7. Опишите принцип работы гидроусилителя.
8. Что такое статические и астатические СУ?
9. Какие преимущества имеют СУ с обратными связями по сравнению с СУ без обратных связей?
10. Определите назначение датчиков обратной связи.
11. Какие методы используют при формировании сигналов обратной связи?
12. В каких случаях используют шаговые двигатели и в каких — высоко-моментные двигатели?
13. Какие перспективы развития имеют СУ в условиях применения интегрированного автоматического управления?
Гла ва 7
ФОРМИРОВАНИЕ АВТОМАТИЗИРОВАННОГО
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА НА ОСНОВЕ
РАСПРЕДЕЛЕННЫХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
7.1. Принцип многообъектного технологического проектирования в распределенных производственных
системах
Процесс функционирования РПС характеризуется, в частности, степенью загрузки технологического оборудования ее составляющих. В реальных условиях при выполнении производственного задания (ПЗ) неизбежным является простой технологического оборудования, что можно объяснить следующими причинами: невозможностью подбора оборудования по технологическим возможностям, однозначно соответствующим требованиям выполняемых ТП; неритмичностью прохождения плановых производственных заданий; некоторым запасом по количеству и технологическим возможностям технологического оборудования с целью гарантированного обеспечения требуемых условий функционирования ПС и др. Все это приводит к появлению определенного объема избыточности производственных ресурсов. Размер и состав ресурсов, а также характер их изменения во времени являются определяемыми параметрами ПС.
Процесс выполнения несколькими РПС своих ПЗ протекает обычно таким образом, что производственные процессы в них выполняются независимо один от другого. На рис. 7.1 представлена схема выполнения ПЗ в распределенных производственных системах. Например, в /"-й РПС (1 < /< л) выполняется т, видов готовой продукции (ГП,). Для выполнения этого объема работ РПС,-должна обладать технологической гибкостью, позволяющей реализовать соответствующие технологические процессы.
Технически возможная гибкость VS,-системы характеризует технически допустимые возможности переналадки системы по отдельным рабочим параметрам (или их совокупности) и представляет собой зависимость вида
VS, = и KJvSijjc ,
J -\ \ k =\ J
где nTj 0 i — число единиц технологического оборудования в /'-и ПС; Qij — множество значений параметров j -к единицы технологического оборудования, достигаемые при ее переналадке; vs,-^ — унитарное значение параметра технических возможностей единицы оборудования.
271
| П3,(/Л|) |
| РПС| |
ГП|(т|) Рис. 7.1. Прохождение производственного задания через распреде-
П32(/я2) _
| РПС, |
ГП2(т2) ленную производственную систему; П3|(/Я|), ..., П3,{/я„) — производствен-
............ ные задания; РПС„ .... РПС„ — распре-
2J3j(m/)_ |--- ргтр"------ i_ CU^"i? деленные пронзиодственные системы;
**"!----------- J---- ! "*" ГП |(#П|),.... ГП„(/л„) — готовая продукция
ПЗл(т„) _
Н РПС„
ГП„(т„)_
Технологически необходимая гибкость VD,-системы характеризуется значениями изменяемых параметров, соответствующих значениям свойств сменяемых деталей:
VD, = и У=1
fh '. j ^
где vujjji — множество операций, необходимых для выполнения /и,-сменяемых деталей; йу — число операций, необходимых для получения у-й готовой летали.
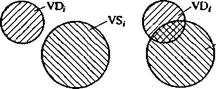
На рис. 7.2 приведены три варианта сочетаний технически возможной и технологически необходимой гибкости. На рис. 7.2, а отражен случай, когда рассматриваемую РПС нельзя использовать для выполнения заданного ТП даже частично. Здесь множество параметров технически возможной гибкости РПС, не имеет общей области с множеством параметров технологически необходимой гибкости, т.е.
VS, a VD;.
Для случая на рис. 7.2, б показано, что РПС, можно использовать для выполнения лишь части заданного ТП, так как множество технически возможной гибкости имеет обилую область с множеством технологически необходимой гибкости:
VS,nVD,,
|
|
|
|

| „vs.- |
а б в
Рис. 7.2. Соотношение технически возможной гибкости VS и технологически необходимой гибкости VD: а - VS, <z VD,; б - VS, n VD* e - VS, э VD,
272
На рис. 7.2, в представлен случай, когда средствами РПС,- можно полностью обеспечить выполнение заданного ТП. Множество технологически необходимой гибкости является подмножеством технически возможной гибкости:
VSjuVD,-.
В реальных ПС имеет место третий из приведенных случаев. Таким образом, каждую производственную систему можно рассматривать как некоторый массив параметров, характеризующих ее технологические возможности, причем если одна часть этого массива в каждый момент времени занята выполнением заданных ТП, то другая остается незагруженной. Причем по мере выполнения одних ТП и начала выполнения других соотношение этих частей будет изменяться как по своему составу, так и но размерам. При этом в каждый момент времени / можно представить совокупность свободных частей РПС как некоторую виртуальную производственную систему, характерной особенностью которой является то, что она состоит из частей РПС, объединенных лишь организационно, без каких-либо материальных преобразований.
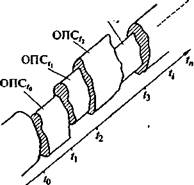
В любой период времени технологические возможности каждой РПС, в основном, связаны с выполнением некоторого объема ПЗ, на которые они ориентированы. При этом некоторая их часть оказывается свободной. Совокупность свободных частей РПС можно рассматривать как обобщенную ПС (ОПС), обладающую технологическими возможностями, превышающими технологические возможности отдельных РПС. Такое объединение является условным, и информация об ОПС находится только в памяти ЭВМ. На рис. 7.3 представлен процесс формирования ОПС на основе свободных частей множества РПС.
Технологические возможности ОПС можно представить в следующем виде:
где Kvsj — число одинаковых технологических операций, которые могут быть совмещены (1 < /' < п).
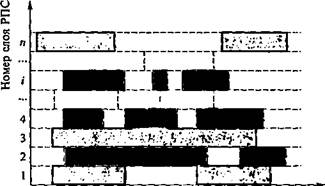
Мощность массива технологических возможностей ОПС изменяется во времени. Это вызвано тем, что ЛЗ, поступающие в РПС, меняются и по номенклатуре, и объему партий. При этом соотношение занятых и свободных частей РПС также меняется. На рис. 7.4 показано изменение состояния ОПС, т.е. мощности массива технологических возможностей, во времени.
На отрезках времени t ;- t - nX (где / — произвольная величина) мощность массива технологических возможностей является постоянной величиной. В некоторые моменты времени tt очередная технологическая операция завершается, далее в момент /i4l, соответ-
273
| ШШЁ |
 one
one
Рис. 7.3. Формирование обобщенной производственной системы на основе свободных частей множеств РПС: заштрихованные области на РПС,, РПС2, РПС,, РПС„ — свободные части РПС
|
|
| ОПС. |
Рис. 7.4. Изменение состояния обобщенной производственной системы во времени:
0ПС,о,..., ОПС,_ — состояния обобщенной производственной системы в моменты времени /0,..., /,,.... /„
274
ствующий началу следующей операции, мощность массива меняется скачкообразно.
В связи с определенностью сроков выполнения плановых заданий возможно определение параметров отдельных РПС, составляющих ОПС. Следовательно, с одной стороны, известно распределение технологических возможностей ОПС во времени, а с другой — есть некоторый объем ПЗ, который должен быть выполнен. Производственное задание представляет собой задание на изготовление конкретных видов изделий заданного количества.
Однотипные по составу технологического оборудования РПС увеличивают вторую составляющую параметра WO, а разнотипные РПС — первую. Параметр WO является комплексным, он характеризует технологические возможности ОПС.
Технологические возможности ОПС графически можно представить в виде слоев (рис. 7.5). Каждый слой характеризует физическую привязку соответствующего множества технологических возможностей к конкретной РПС. Если маршрут обработки предполагает переход из одного слоя в другой, появляются дополнительные затраты Q \, связанные с транспортировкой изделия на этапе его изготовления:
где 9Ш1утр — затраты на транспортировку изделия в процессе его изготовления в пределах одной РПС; <уВнсшн * затраты на транс портировку изделия в процессе его изготовления при перемещении из одной РПС в другую.
|
|
| Технологические возможности РПС |
| Рис. 7.5. Распределение слоев 1 —и в обобщенной производственной системе: РПС — распределенная производственная система |
| 275 |
Целью формирования ПС является выполнение ПЗ в заданные сроки при минимальной себестоимости. С этой целью необходимо
оптимизировать объем технологических возможностей, задействованных для его выполнения. При этом суммарные затраты (?х на выполнение каждого ПЗ должны быть минимальны:
*.<2, + К2<22+К3<2ъ = тю<2ь,
где C?i — затраты на транспортировку изделия в процессе его изготовления; Q 2 — затраты на обработку при изготовлении изделия; (?з — затраты на штрафы, предусмотренные при нарушении сроков выполнения ПЗ; К\, К2, Лз — коэффициенты значимости затрат.
Для выполнения ПЗ требуется использование части ресурсов ОПС, следовательно, на основе ОПС необходимо с(}юрмировать ПС, наилучшим образом отвечающую требованиям обеспечения выполнения ПЗ. Поскольку информация об организации такой ПС содержится только в памяти ЭВМ, то система является виртуальной производственной системой.
При формировании ВПС необходимо выполнить следующие условия:
1. Минимизировать объем используемых ресурсов, необходимых для выполнения ПЗ;
2. Максимизировать положительный результат, который можно получить с имеющимся запасом ресурсов;
3. Получить наилучший баланс затрат (используемых ресурсов) и результатов (выполнения ПЗ).
Время жизни конкретной конфигурации ВПС определяется, с одной стороны, требованиями текущего ТП, с другой — ресурсами ОПС, определяемыми возможностями каждой РПС с точки зрения их собственной загрузки текущими ТП.
Процесс формирования ВПС характеризуется распределением ресурсов ОПС во времени и построением ТП для выполнения ПЗ. Поскольку ПЗ состоит из нескольких видов изделий, процесс проектирования ТП по изготовлению каждого из них будет определяться результатами проектирования ТП по изготовлению других видов. Таким образом, процессы проектирования ТП всего ПЗ оказываются взаимосвязанными и зависящими один от другого, что определяет многообъектность технологического проектирования в условиях ВПС. Процесс технологического проектирования в ВПС определяется следующими параметрами: распределением производственных ресурсов ОПС, характеристиками каждого наименования изделий, количеством изделий каждого наименования, сроками их выполнения.
Формирование очередной конфигурации ВПС определяется взаимодействием двух информационных потоков: об изготавливаемых изделиях и о параметрах ОПС. Управление процессами взаимодействия отдельных частей ОПС при формировании ВПС обеспечивает выполнение заданных ПЗ при минимальных экономических затратах.
276
Под управлением будем понимать формирование командной информации на основе принятия решений по комплексной проблеме распределения ресурсов и использования технологий. Основной особенностью такого управления является во многих случаях предварительное принятие решений, так как достижение желаемого состояния ВПС зависит от набора взаимосвязанных решений (системы решений). Другая особенность заключается в том, что решения, принятые на ранних этапах процесса управления, должны приниматься с учетом их влияния на последующие решения.
Это управление связано, с одной стороны, с предотвращением ошибочных действий за счет выявления таковых на ранних этапах и, с другой, с уменьшением объема неиспользованных возможностей существующих ПС. Большое число параметров, влияющих на процесс принятия решения, и большой объем вычислений при моделировании повеления ВПС во времени, а также ограниченность времени требуют построения СУ на основе интеллектуального управления. Интеллектуальное управление позволяет в условиях ограничения времени частично, а в ряде случаев и полностью заменять функции человека на стадиях подготовки исходной информации, моделирования, анализа полученной информации и формирования командной информации.
7.2. Разработка инвариантной информационной модели виртуальной производственной системы
Технологическое проектирование в условиях РПС является многоэтапным и итерационным. При таком проектировании необходимо формирование информации, включающей в себя массивы данных о предметной области, существующих и разрабатываемых структурах объекта, известных и прогнозируемых отношениях и связях между элементами и свойствами объекта и внешней средой. Такая информационная среда представляет собой порождающую среду, необходимую для принятия решений, на основе которых осуществляется оперативное управление. Составными частями этого управления являются технологическое и организационное управления. Цель технологического управления — обеспечение требуемых свойств изделия, цель организационного управления — формирование ВПС для реализации ТП, необходимых для выполнения ПЗ. Эти управления осуществляют динамическую перекомпоновку ресурсов отдельных доступных частей РПС.
Следует отметить, что решаемая проблема осложняется ограниченностью во времени процессов принятия решения и частым изменением как состава ресурсов доступных производственных систем, так и их параметров.
277
БД
Проектирование ТП
ВПС
Моделирование процесса
|
|
|
|

| ипз |
© ■
е
Интеллектуальное
управление технологическим проектированием
Менеджер
" ТТ "
Готовые изделия
Рис. 7.6. Схема формирования виртуальной производственной системы:
БД — база данных; БЗ — база знаний; ПЗ — производственное задание; ИПЗ —
информация о производственном задании; ТП — технологический процесс; ВПС —
виртуальная производственная система; ОПС— обобщенная производственная
система; РПС — распределенная производственная система
Для выполнения ПЗ требуется спроектировать ТП и для реализации данных процессов сформировать ВПС на основе ОПС. Схема формирования ВПС на основе ОПС представлена на рис. 7.6. Информация о ПЗ поступает в систему технологического проектирования с интеллектуальным управлением. Здесь осуществляется анализ поступающей информации, на основе которого принимаются решения по вопросам выбора текущей конфигурации ВПС, определения маршрутов ТП и формируется командная информация для менеджера и РПС, составляющих ВПС.
Анализ и принятие решений осуществляются на основе информации о технологических возможностях ОПС, их распределении во времени, информации о ПЗ в виде спроектированных на них ТП. При этом используются базы данных (БД) и базы знаний (БЗ).
Система управления производством на основе получаемой информации о характеристиках ПЗ и информации об ОПС определяет стратегию ТП, включающую в себя проектирование ТП, распределение выполняемых технологических операций непосредственно по технологическому оборудованию и последовательность запуска ПЗ.
* 278
Качество функционирования ВПС определяется ее свойствами, основными из которых являются: живучесть, прогнозируемость, устойчивость, управляемость, наблюдаемость.
Для обеспечения надежного функционирования ВПС требуется обеспечение независимости ее функционирования от воздействий внешней среды. Для систем, построенных по иерархической структуре, характерна живучесть — свойство активно противостоять вредным воздействиям внешней среды и выполнять свои функции в условиях такого воздействия. Благодаря этому свойству отказ какой-либо подсистемы приводит не к отказу всей системы, а только к некоторому снижению эффективности ее функционирования.
Использование в ВПС параллельного функционирования родственных элементов или элементов одинакового назначения обеспечивает живучесть системы, т.е. ее функционирование, но с меньшей эффективностью, при выходе из строя одного или нескольких элементов. Работа по такому принципу получила название «функционирование с горячим резервом». Применительно к ПС в условиях многопоточной обработки выход из строя одного или нескольких единиц технологического оборудования не приводит к остановке всей системы; ее работа продолжается, однако с более низкой производительностью и, как правило, с измененным алгоритмом управления.
Функционирование ВПС основывается на моделировании протекающих производственных процессов. Состояние ее параметров определяется для отдельных моментов времени (,. При моделировании ВПС на последующих интервалах времени вследствие воздействия вредных факторов могут возникнуть ситуации, когда результат оказывается недопустимо отличным от реальных параметров.
Причиной возникновения подобной ситуации являются ошибки при формировании исходной информации, непредсказуемые, внезапные изменения состояния РПС или их элементов, задействованных в ВПС, и т.д. (например, внезапный отказ какого-либо технологического оборудования). Поэтому функционирование системы многообъектного технологического проектирования должно быть защищено от сбоев, что достигается резервированием и архивацией (фиксированием) промежуточных состояний системы проектирования.
При сбое системы ее восстановление осуществляется с параметрами последней архивации. Для этого предусмотрен реестр Н~, куда регулярно заносится информация о промежуточных результатах работы системы:
н - п
279
где Hf — i'-й параметр, полученный в системе проектирования на последнем шаге функционирования.
Кроме того, в реестр заносится информация о получаемых параметрах на различных шагах (информация о предыстории функционирования ВПС). Такая организация позволяет не только перейти к последнему состоянию системы, но при необходимости вернуть ее в более раннее состояние. Это может оказаться необходимым при получении отрицательных результатов в случае неправильной организации действий системы на некотором шаге.
Таким образом, восстановление системы оказывается возможным до состояния, предшествующего моменту времени принятия «неправильного» решения. Тем самым возможно исправление ошибки.
Прогнозируемость ВПС обеспечивается, прежде всего, наличием адекватных ММ ее составляющих элементов и моделированием процесса ее функционирования во времени. Одним из основных условий обеспечения точности прогноза является своевременное получение достоверной информации об изменении ситуации и соответствующей коррекции параметров модели на прогнозируемый период времени.
Устойчивость ВПС определяется наличием ОС и нелинейностью ее характеристик (элементы оптимального управления). Наличие информации из ОС позволяет осуществлять регулярное сопоставление текущих параметров элементов РПС, составляющих ВПС, и параметров, полученных для этого этапа с помощью модели. При неадекватности полученных данных оперативно вырабатывается командная информация на коррекцию параметров модели и учет факторов, вызвавших это различие.
Управляемость ВПС может трактоваться как задача перевода системы из одного заданного состояния в другое за конечное время. Система будет управляемой, если для любых моментов времени /0 и /| выполняется условие /| > /0 и для любых заданных состояний z0 и Z \ существует управление (7(/) на интервале времени t 0 < t < /,, переводящее начальное состояние Z(/0) = z0 в конечное Z ( tt ) = г,.
В связи с тем, что формирование РПС происходит при выполнении условия обеспечения возможности управления любым параметром состояния элементов РПС, составляющих ВПС, рассматриваемая система является полностью управляемой.
Наблюдаемость ВПС является важным свойством системы при ее управлении. Для осуществления управления (независимо от того, выполняется оно автоматически или вручную) необходимо иметь информацию о текущем состоянии системы, т.е. о значениях переменных состояния х в каждый момент времени. Однако некоторые из переменных zt являются абстрактными переменными, не имеют физического аналога в реальной системе и поэтому не
280
могут быть измерены. Измеряемыми и наблюдаемыми в системе являются выходные переменные Н, через которые должны однозначно выражаться все составляющие вектора состояния Z .
Выходную переменную //можно определить следующим образом:
Я = WZ , где W — матрица
wu wn ... и>,; ... и/,„ wn w22 ... w2i ... w2n
Wnq W „2 ... W „; ... W „„
Переменная Я будет наблюдаемой, если матрица W не содержит столбцов, элементы которых равны нулю.
В качестве исходных данных при моделировании процессов функционирования ВПС могут быть следующие показатели:
1) продолжительность жизненного цикла ВПС;
2) прогнозное значение периода времени, в течение которого достоверность информации, получаемой в результате моделирования, отвечает заданным условиям;
3) ограничения (желательные уровни), определяющие соответствие процесса функционирования ВПС заданным условиям;
4) данные по каждой доступной ПС (ресурсы, продолжительность доступа, сроки доступа).
При проектировании ТП в условиях РПС необходимо учитывать состав ПЗ. Совокупность работ (включая проектные), необходимых для изготовления некоторого вила (номенклатуры) изделий, составляющих ПЗ, рассматривают как отдельный проект.
Под жизненным циклом проекта понимают часть периода жизненного цикла изделия от момента формирования технического задания на проектирование и до момента окончания его изготовления. ПЗ, поступающие в ВПС, можно подразделить на две группы: независимые и зависимые одно от другого.
К группе независимых ПЗ относят изделия, ТЗ, на которые не зависят от результатов процесса проектирования других изделий. Период жизненного цикла проекта
т — т + т
* ж.ц ~~ л проект! ' ' иэготэ
где Тж ц — период жизненного цикла проекта; Tnp ( XKT i — время проектирования изделия; Гизгот — время изготовления изделия.
К категории зависимых относят изделия, ТЗ на которые зависят от процесса проектирования других изделий. В этом случае для процесса проектирования требуются данные, которые могут быть сформированы только на основании информации, полученной в про-
281
цессе проектирования других изделий (являющейся, например, базовой относительно рассматриваемого).
В этом случае период жизненного цикла проекта
гДе ^просктг — время проектирования производственно связанного изделия.
Информацию об отдельных характеристиках технологического оборудования (оснастка, инструмент, станки и т.д.) можно представить в виде отдельных векторов. Совокупность векторов, представляющих собой отдельные виды информации по отдельным составляющим ПС, можно выразить в виде вектора X ориентации системы на выпуск некоторого вида изделий:
X = | Х\, х2, х$,..., ж,-1,
где Х| — вектор целевого назначения технологического оборудования ПС; х2 — вектор целевого назначения инструмента ПС; х3 — вектор целевого назначения приспособлений ПС; х, — вектор отдельных видов технологической оснастки составляющих ПС. О том, насколько данная ПС соответствует по возможностям производству конкретного изделия, можно судить по вектору А:
Л = ХхУ,
где Y — вектор необходимой технологической ориентации на выпуск рассматриваемого изделия.
Формирование ВПС начинают с определения ее структуры. Структурное моделирование является наиболее сложной областью для формализации. В большинстве систем автоматизированного проектирования основные функции структурного моделирования выполняет человек. Выполнение этих функций может осуществляться как в процессе проектирования, так и при описании предметной области. При автоматизированном проектировании объекта вначале формируется порождающая среда, в которой будет осуществляться синтез этого объекта. Порождающая среда включает данные о предметной области, к которой относится объект, о существующих и разрабатываемых структурах объекта, известные или прогнозируемые отношения и связи между элементами и свойствами объекта и внешней среды. Возможность получения в результате моделирования нескольких вариантов структур позволяет менять состав элементов структуры в зависимости от изменения внешних условий. Такими условиями могут быть: 1) параметры ПЗ; 2) наследование свойств ТП от результатов предшествующего проектирования подобных ТП; 3) изменение значений параметров ПС; 4) диалоговая корректировка результатов проектирования пользователем на основе анализа текущих требований технологического проектирования.
282
Информацию о свободных частях РПС можно представить в двух вариантах данных:
• о конкретном технологическом оборудовании РПС и сроках его возможного использования;
• о конечном результате выполнения ПЗ или его части.
В первом случае информация о свободных частях РПС представляется в виде исходных данных о свободном технологическом оборудовании, на основе которых формируется ОПС. Далее осуществляют технологическое проектирование и реализацию спроектированных ТП d сформированной ВПС.
Во втором случае сразу представляется информация о конечном результате реализации заданного ПЗ или его части в некоторой РПС без указания ее характеристик. В этом случае такую РПС можно рассматривать как «черный ящик», в котором осуществляется ТП в оговоренные сроки при установленных условиях.
7.3. Информационные обратные связи в виртуальной производственной системе
Для высокоэффективных ТП наряду с оборудованием, выполненным с высоким качеством, требуется управление, которое обеспечивает оптимальное по всем параметрам протекание процесса. Для этого необходимо выполнение следующего условия:
F ( X , Х\ ...; U , U \ ...) = С(Л/,-Л/', ...; L , Г, ...),
где F ~ функция, определяющая текущие значения параметров X , Л",..., U , V , ... протекания конкретного технологического процесса; С — целевая функция оптимального сочетания отдельных параметров технологического процесса в каждый момент времени, при которых наилучшим образом обеспечивается его протекание.
Рахчичают два случая формирования исходной информации:
• текущие оптимальные значения параметров технологического процесса известны;
• текущие оптимальные значения параметров неизвестны, известны лишь конечные значения параметров или закон изменения некоторого конечного числа параметров.
Стратегию обеспечения протекания ТП с высоким качеством можно представить целевой функцией
X 6,(/)= i ( G / (/)- n ( o )>
где 8,(0 — текущее значение функции рассогласования для /-го параметра; (?;(/), Yj ( t ) — текущие значения соответственно функций входного и выходного /-го параметра.
При оптимальном протекании ТП указанная целевая функция стремится к нулю. Целевая функция включает в себя многомерную информацию по каждому параметру, о его производных и одновременно носит распределенный характер, определяющийся различным физическим смыслом параметров, влияющих на протекание технологического процесса.
Для /-го выходного параметра можно записать выражение
| £*„, |
Up) = G,(p)
t kjvxp)
ТО =]
Q №(p)£Km+Qi"~-x
m=l
где W ,{ p ) — передаточная функция технологической системы по /'-му параметру без учета действия обратной связи; Кт — коэффициент погрешности звеньев технологической системы, охваченных обратной связью; К„ — коэффициент погрешности звеньев технологической системы, не охваченных обратной связью; Qt — погрешность измерительного преобразователя информации обратной связи; j , I — обшее количество параметров технологической системы.
С учетом теоремы о конечном значении можно преобразовать последнее выражение следующим образом:
Up) = iim(o,)
Р -»0
KJV;{P)
т=\
Т.к.
" аАр) "=оГ
Полученное выражение справедливо для астатических систем по t-му управляющему воздействию, что обычно обеспечивается соответствующей организацией управления. На основе полученной формулы можно записать следующее выражение для отклонения текущего 1-го параметра:
8, = а,
я-1
Qi
из которого следует, что в статическом режиме величину отклонения определяют конечной точностью ММ. В динамическом режиме отклонения параметров будут определяться дополнительными динамическими ошибками, возникающими при реализации во времени управляющих воздействий в ВПС. Уменьшить указанные ошибки можно путем сравнения управляющей информации об
284
изменениях управляющего воздействия и информации о реальной отработке этих изменений.
Процесс функционирования ВПС определяется результатами моделирования протекания ТП в ней. Ввиду неполной адекватности ММ реальной ПС результаты моделирования могут существенно отличаться от реального состояния ПС. При получении информации о параметрах РПС могут возникать ошибки в информационном обеспечении, обусловленные следующими причинами:
• ошибки в определении параметров РПС (изменение состава и параметров технологической оснастки, динамическое изменение параметров элементов ПС);
• непредсказуемые изменения характеристик РПС (внезапный выход из строя отдельных технологических единиц оборудования, отказ отдельных ПС при выполнении своей части работ и др.).
Коррекция параметров модели с целью уменьшения расхождения результатов моделирования и параметров ПС обеспечивается введением обратной связи (ОС).
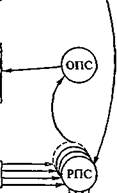
Информация ОС представляет собой обратный информационный поток, который позволяет сопоставить информацию, получаемую в результате моделирования, и информацию о реальном функционировании частей РПС, составляющих ВПС. На рис. 7.7 представлена структура ОС в ВПС.
Достоверность информации о параметрах технологического оборудования в РПС обеспечивается передачей данных, получаемых в результате диагностирования в них технологического оборудования. Кроме того, должно проводиться периодическое обследование технологической оснастки на предмет снижения трудоемкости переналадки и получения информации о затратах времени на эту переналадку.
Информация о реальных сроках выполнения ПЗ необходима для коррекции результатов моделирования и формирования информации у.транления. В случае изменения реальных сроков выполнения ПЗ осуществляется коррекция исходных данных ММ функционирования ВПС и далее проводится расчет с учетом их новых значе-
|
|
| ||||||||||||||||
|
| Информация обОПС |
| Формирование ВПС |
|
| ||||||||||||
|
| —>*• | Принятое решений и выработка информации управления |
| ||||||||||||||
|
|
| ||||||||||||||||
|
| —»- | РПС | |||||||||||||||
|
| |||||||||||||||||
| Проектирование технологических процессов |
| ||||||||||||||||
| Информация оПЗ | ■* | ||||||||||||||||
|
|
| i | , |
| |||||||||||||
| , | , |
| , | . |
|
| |||||||||||
| | |
|
| |||||||||||||||
| 1_ |
|
|
| ||||||||||||||
|
|
| ||||||||||||||||
Рис. 7.7. Структура обратной связи в виртуальной производственной системе
285
ний. В этом случае может возникнуть необходимость возврата значений состояния модели к значениям более раннего момента времени. В случае принятия решения по коррекции процесса функционирования ВПС возможны следующие варианты:
1) корректировка размеров заготовки;
2) изменение маршрута обработки;
3) совершенствование и уточнение ТП;
4) корректировка процесса запуска ПЗ на выполнение;
5) выбор других точек ВПС, в которых осуществляется запуск ПЗ;
6) модификация текущей конфигурации ВПС;
7) конструкторская доработка технологической оснастки, изменение операционной технологии, оснащение станков легкопе-реналаж»гоаемой широкодиапазонной технологической оснасткой, обеспечивающей без значительной переналадки высокоточное базирование и надежное закрепление заготовки в процессе обработки;
8) корректировка конструкции детали.
Использование промежуточной информации о выполняемых ТП на этапах моделирования позволяет проводить ориентировочные экономические расчеты технико-экономической эффективности. На основе этих расчетов оказывается возможным на ранних этапах жизненного цикла изделия получить данные о его себестоимости и условиях производства, строить оптимальные ТП применительно к конкретным производственным условиям.
Получение информации ОС осуществляется следующими путями:
• промежуточная оценка проектируемых вариантов с помощью
экономических расчетов;
• обследование элементов ПС (получение и уточнение параметров).
Наличие ОС в ВПС позволяет рассматривать ее как замкнутую
систему. Алгоритм управления увязывается с алгоритмом функционирования системы и ее фактическим состоянием. Для этого осуществляются определение текущих значений выходных переменных N ( t ), их сравнение с заданным G ( t ) и выработка управляющих воздействий £(/) на входы системы в зависимости от текущего отклонения ( G - Н). В системе переменные £"уже не являются внешними воздействиями, не зависящими от выходных переменных. По существу, они должны рассматриваться как часть выходных переменных. К внешним воздействиям в данном случае можно отнести компоненты вектора //(/).
7.4. Методы и средства моделирования процесса формирования виртуальной производственной системы
Особенностью автоматизации процесса формирования ВПС является отражение его в ММ. Под ММ ВПС будем понимать систе-
286
му математических соотношений, описывающих с требуемой точностью элементы РПС и процессы их взаимодействия, их поведение в реальных условиях.
Математические модели элементов РПС, входящих в ОПС, представляют собой модели большой размерности, в которых должны учитываться ограничения и условия, во многих случаях не поддающиеся прямому аналитическому описанию. Вследствие этого такие модели часто невозможно представить в виде аналитических моделей. Поэтому при разработке ММ процессов формирования ВПС используют имитационное моделирование, которое наряду с другими методами составляет комплексную процедуру.
При имитационном моделировании применяют прямое описание моделируемых объектов. Такие модели характеризуются структурным подобием объекта и его модели. При имитационном моделировании проводят имитационный эксперимент, реализуемый с помощью ЭВМ. При этом ММ отражает поведение моделируемого объекта при заданных, меняющихся во времени, внешних воздействиях.
Имитационное моделирование осуществляется путем воспроизведения событий, происходящих одновременно или последовательно в модельном времени. При этом под событием понимается факт изменения любой фазовой переменной.
Основное назначение имитационного моделирования состоит в выделении наиболее существенных переменных, оценке степени их влияния на исследуемые параметры, изучении воздейстпия различных организационных, управленческих и технико-экономических изменений на показатели функционирования ПС и ее элементов. На основе этой информации проводят оценку получаемых решений при поиске оптимальной структуры ТП и рациональной структуры ПС, реачизующей этот технологический процесс.
В имитационных моделях зависимость выходных параметров от внутренних и внешних воздействий задается неявно в виде алгоритма моделирования, который отражает процессы в системе при наличии внешних воздействий на нее. Таким образом, имитационная модель является алгоритмической поведенческой моделью.
В качестве составных частей имитационной модели используют аналитические ММ, описывающие отдельные явления в общем процессе функционирования ВПС. На основе аналитических ММ осуществляются процедуры оптимизации, посредством которых проводится поиск лучших вариантов условий функционирования ВПС.
Аналитическое моделирование целесообразно использовать в имитационных моделях, так как для него не требуются значительные затраты вычислительных ресурсов. Часто без постановки специальных вычислительных экспериментов разработчик может оценить характер влияния аргументов на выходные параметры, определить их оптимальные или рациональные значения. Как правило, аналитическое моделирование реализуется в отдельных частных
287
сравнительно несложных процессах, имеющих место при технологическом проектировании.
Одним из важнейших разделов математической теории управления и планирования является линейное программирование. Методы линейного программирования позволяют решать оптимизационные задачи распределения ресурсов и минимизации затрат. Задачи такого рода возникают при планировании загрузки технологического оборудования В ПС, разработке методов управления в ней и планировании последовательности запуска отдельных составляющих ПЗ.
Задача линейного программирования формулируется следующим образом. Требуется определить экстремум некоторой целевой функции L ( X ) переменных Х = (х1г ..., х„):
п
ЦХ) = Цхи ...,х„) = Хс,х, -> max, 1=1
где Cj — коэффициенты, при следующих ограничениях, наложенных на переменные (запись в векторной форме):
Я
Yj Л*, ^ В, х,- > О, I = 1, п, j - 1, т,
где А, =
— /-и вектор-столбец условий задачи; В -
вектор-столбец ограничений задачи.
Векторы Aj в совокупности образуют матрицу А = | а$\ условий задачи. Если хотя бы один из коэффициентов с, равен нулю, то целевая функция не ограничена в пространстве X , т.е. ввиду этого задача о максимуме такой функции без ограничений смысла не имеет.
Другие варианты задач с линейной целевой функцией Ри и линейными условиями dj можно записать в иных формах.
л
1. Неравенство Х^/,ух,- - ^ h ГДех,— параметры системы, мож-
но привести к форме (8.9), изменив знак обеих его частей:
t - PijXi >- dj ы
и обозначив a , j = -Р,у, bj = - dj .
п
2. Условие в форме равенства ^ Р, jX / = dj можно переписать в
;= » виде двух следующих неравенств:
/= i i = i
288
3. Условие yf > d -, после введения замены
Xi- yi- d, можно привести к виду
Xj > 0.
4. Замену задачи на минимум задачей на максимум можно вы
полнить при изменении знака L .
Сложность решения задач линейного программирования состоит в том, что прямой путь решения — построение системы возможных вариантов и выделение из них оптимального — практически неосуществим при увеличении числа переменных х,- (с увеличением 0, так как в этом случае возникает необходимость проведения большого числа операций, что приводит к недопустимо большим затратам машинного времени даже с учетом использования современных быстродействующих ЭВМ. Поэтому в каждом конкретном случае необходимо рассматривать возможность применения тех или иных методов линейного программирования, исходя из размерности конкретной задачи.
На начальных этапах технологического проектирования часто используют метод динамического программирования. Для каждого ПЗ определяют оптимальный маршрут его прохождения по отдельным рабочим местам без учета влияния других ПЗ. При этом затраты на возможную первую операцию составят
Г, =/(Г,).
Затраты на вторую операцию
T 2 = f ( T 2 ) + Ти
нау'-ю операцию
7} = /(7])+ 7J.„
где у — число технологических операций. Функция
Л(Г„7'2,...,Г1,) = Х*(7'Д
j =\
где р — общее число операций, является целевой и определяется длительностью производственного процесса по одной конкретной изготовляемой детали. Соответственно функция
G = g<r„7'j,...,7',)
является функцией стратегии. Стратегия, максимизирующая функцию R , является оптимальной стратегией.
ЮЗак.519
289
Тогда из принципа оптимальности для любого начального решения j = 1
g ( Tx ) + [ g ( T 2 ) + ... + g ( Tp )] = *(71) + FjMCTt )].
Отсюда получаем основное рекуррентное соотношение
Д(П = 1Ип[я(Г1) + /^11ЯГ1)1,
которое позволяет из нескольких возможных вариантов выполнения ТП, заданных с помощью структурной модели, выбрать оптимальный вариант на основе анализа с помошью целевой функции. Реализация используемых математических методов ввиду их высокой трудоемкости должка осуществляться средствами автоматизированного комплекса.
Автоматизированный комплекс строится в рамках интегрированной программно-аппаратной среды интегральной проектно-производственной системы или как автономное образование соответствующих подразделений на основе интеграции программного обеспечения, технологического обеспечения и средств обеспечения качества технологических процессов и изделий с использованием средств вычислительной техники.
7.5. Особенности технологического проектирования в виртуальной производственной системе
Технологическое проектирование в условиях РПС предполагает выполнение следующих условий:
• минимальная себестоимость выполняемых ТП;
• рациональное распределение во времени моментов запуска отдельных ПЗ на выполнение;
• выполнение заданных сроков выполнения ПЗ.
Большой объем технологических возможностей ОПС, превышающий объем требуемых по условиям выполнений ПЗ, позволяет осуществлять формирование различных приемлемых вариантов конфигураций ВПС. Каждая из этих конфигураций по-разному использует ресурсы ОПС при выполнении одних и тех же ПЗ. На рис. 7.8 представлен график распределения зон используемых ресурсов ОПС во времени.
С увеличением объема ресурсов ОПС, используемых в ВПС, сроки выполнения всего объема ПЗ сокращаются. Оптимальным объемом используемых ресурсов следует считать такой, при котором сроки выполнения ПЗ совпадают с заданными.
В реальных условиях рациональным оказывается использование в ВПС объема ресурсов ОПС, при котором сроки выполнения ПЗ оказываются более короткими относительно заданных. В этом случае при возникновении непредвиденных изменений параметров
290
С о -
2
_/
Рис. 7.8. Распределение зон используемых ресурсов обобщенной производственной системы во времени:
/ — время; / — зона недопустимого распределения ресурсов ВПС; 2 — зона допустимого распределения ресурсов ОПС; 3— зона рационального распределения ресурсов ОПС; 4 — зона недопустимого распределения ресурсов ОПС; 5 — зона оптимального распределения ресурсов ОПС
РПС и (или) вследствие ограниченной точности используемых ММ исключаются срывы заданных сроков выполнения ПЗ.
Зона рационального распределения ресурсов ОПС в ВПС определяется конкретными производственными условиями и вероятностью возникновения случайных событий, влияющих на протекание производственных процессов. С целью снижения влияния случайных факторов на процесс выполнения ПЗ в некоторых случаях оказывается целесообразным формирование группы элементов ПЗ на базе основного задания (элементы ПЗ с «короткими» сроками) и части вспомогательного (элементы ПЗ с «длинными» сроками), требующего выполнения той же технологической операции. Тогда влияние случайных факторов оказывает воздействие на ход выполнения вспомогательных ПЗ, а основное ПЗ выполняется в расчетные сроки.
Проектирование ТП в условиях РПС d первую очередь предполагает синтез его структуры. Под структурой ТП будем понимать частично упорядоченную последовательность технологических ус-тановов, обеспечивающих весь процесс изготовления изделия, т. е. порядок обработки поверхностей с указанием соответствующих технологических баз. Процесс структурного синтеза определяется степенью сложности изготовляемого изделия. Целью такого процесса является получение оптимального технологического маршрута изготовления детали, при котором достигается максимальная производительность (при обеспечении выполнения прочих заданных условий, например, себестоимости, точности и т.д.).
Частичная упорядоченность заключается в том, что некоторые установы могут объединяться в одной технологической операции, исходя из общности применяемого оборудования и схем базирования. В общем случае это синтез структуры ТП, определение состава его элементов, технологических связей между ними (топологии) и средств технической реализации (состав технологического
10*
291
оснащения). Порядок обработки поверхностей устанавливается в результате анализа выполнения различных действий в текущей проектной ситуации, соответствующей конкретной стадии изготовления детали, и определения возможных будущих ситуаций.
На основании полученного порядка обработки поверхностей строится схема ТП и осуществляется анализ соблюдения величин допусков на вьтолняемые размеры, рассчитываются припуски на обработку (с проверкой соответствия их величин выбранным методам обработки) и операционные размеры, выбирается технологическое оборудование. При удовлетворительных результатах анализа полученное проектное решение принимается, в противном случае после корректировки исходной гипотезы, например, введением дополнительной обработки некоторых поверхностей, синтезируется новый вариант структуры. В заключение окончательно формируются технологические операции при объединении соответствующих установов.
Таким образом, процесс выработки варианта проектного решения состоит из последовательных действий по выдвижению взаимоисключающих альтернатив, их оценке и собственно выбору. Задача решается одновременно на двух уровнях: выдвижение гипотезы решения задачи и подтверждение этой гипотезы. Синтез лучшего в некотором смысле варианта структуры или первого работоспособного варианта осуществляется методом перебора. При этом перебор является некомбинаторным, т. е. проверяются не все возможные альтернативные варианты, а осуществляется направленный поиск с исключением из рассмотрения заведомо неприемлемых решений. Это достигается за счет использования общих знаний проблемной среды и «внутренней» модели проблемной ситуации. На основании информации, которая содержится в размерно-точностных отношениях, конструктивно-геометрических свойствах детали на разных стадиях ее обработки и эвристических методах, осуществляется анализ полученных результатов. На основе проведенного анализа исключаются заранее неприемлемые варианты и сужается пространство поиска. При этом решение находится за меньшее число шагов, чем потребовалось бы при полном переборе.
В условиях ВПС процесс структурного синтеза является многовариантным, что необходимо для оперативной адаптации ТП под ее текущую конфигурацию. Результатом процесса проектирования могут быть несколько рабочих вариантов реализации одного и того же ТП, число таких вариантов зависит от сложности изготовляемой детали. При проектировании создается очередной вариант одного и того же ТП, далее выполняется проверка на работоспособность этого варианта с помощью целевой функции. В случае несоответствия спроектированного варианта осуществляется анализ причин несоответствия и принимается решение по изменению этого варианта в желательном направлении.
292
В самом элементарном случае, когда изготовляемое изделие по своей конструкции является достаточно простым, как правило, структура ТП или его элементов (операции, переходы) уже заданы. В этом случае используют таблицы применяемости.
При более сложных конструкциях изготовляемых изделий генерируется набор вариантов маршрутов, из которых путем перебора вариантов счетного множества выбирается рациональный (не всегда оптимальный). При переборе каждая проба включает в себя поиск (создание) очередного варианта, принятие решения о замене ранее выбранного варианта последующим и о продолжении или прекращении поиска новых вариантов. Для полного перебора вариантной структуры из конечного множества необходимо задавать все элементы множества. Такой перечень имеет вид каталога типовых вариантов структуры (маршрутов обработки) в виде БД.
Когда вследствие сложности изготавливаемых деталей число вариантов структур ТП оказывается достаточно большим, при решении задачи структурного синтеза исходят из практики использования промышленного опыта, знаний технолога и экспертных оценок. В этих случаях целесообразно формирование модели эксперта, которая включает формализованную совокупность сведений, в частности, о построении маршрутов обработки, выборе технологического оборудования, режущего инструмента, данные о применении технологии размерной обработки, закономерностей процессов обработки и правила использования в задаваемых ситуациях этих данных для принятия новых решений.
При устоявшейся номенклатуре изготовляемых деталей при синтезе структуры ТП (маршрута, операции) исходной информацией являются группы (подгруппы) изготовляемых деталей. Создается БЗ (модель эксперта), включающая правила создания обобщенной структуры маршрутов операций (переходов), причем маршруты выполняемых операций (переходов) имеют типовую последовательность и содержание.
В тех случаях, когда номенклатура изготовляемых деталей неустоявшаяся, исходную информацию целесообразно представлять в виде базового (типового) конструктива (конструктивов), изготовляемого комплекта деталей и конструктивного обогащения (отдельных конструктивных элементов). Таким образом, процесс изготовления комплекта деталей можно представить как совокуп-носгь ТП на базовые конструктивы и переходов на обработку элементов конструктивного обогащения. Такой подход позволяет перейти к блочно-модульному принципу проектирования ТП и подготовки управляющих программ для станков с Ч ПУ. Модель эксперта включает правила, учитывающие соотношение конструктивных признаков базового типового образа (конструктива) и конструктивных элементов обогащения, что определяет проектирование типового или единичного ТП.
293
Синтез технологического процесса выполняют либо при выделении его из обобщенной структуры, либо в процессе проектирования единичного технологического процесса. Машина вывода в обоих случаях позволяет иметь альтернативные варианты, позволяющие учитывать изменяющиеся условия в ПС.
При решении задач структурного синтеза с большим, но конечным числом вариантов при условии, что их число и содержание известны, используют алгоритмы направленного перебора (например, алгоритмы дискретного линейного программирования, алгоритмы последовательные, итерационные и др.). При возможности синтез сводят к задачам полного перебора путем ограничения области поиска на стадии формирования исходных данных.
Оптимальная стратегия обладает тем свойством, что при любом пути достижения некоторого состояния (например, технологического перехода) последующие решения должны принадлежать оптимальной стратегии для части маршрута обработки поверхности, начинающегося с этого состояния (технологического перехода). При решении подобных задач удобно использовать методы динамического программирования.
При решении задач структурного синтеза методом динамического программирования нахождение оптимального варианта достигается в условиях определенности области допустимых переходов на каждом шаге перехода. В более сложных случаях, когда заранее определить допустимость переходов невозможно, или в условиях неопределенности состава технологических операций следует использовать экспертные системы. Экспертные системы являются типичными системами искусственного интеллекта, в которых БЗ содержит сведения, полученные от людей-экспертов в технологической области знаний. Трудности формализации процедур структурного синтеза привели к популярности применения экспертных систем при структурном синтезе ТП, поскольку в них вместо выполнения синтеза на базе формальных математических методов осуществляется синтез на основе опыта и неформальных рекомендаций, полученных от экспертов.
7.6. Разработка структуры и алгоритма процесса многообъектного технологического проектирования
Главной функцией интеллекту&чьного управления является автоматизация процессов анализа, принятия решении и на их основе осуществление оперативного управления с непременным использованием текущей информации об управляемом объекте. Под управлением в данном случае будем понимать процесс, обеспечивающий точное и согласованное во времени взаимодействие отдельных частей и элементов ВПС в соответствии с заранее разра-
294
ботанной программой управления на основе принятых решений. Методологической основой искусственного интеллекта является эвристическое программирование, при этом программа строится на базе принятых эвристик.
В процесс управления ВПС как составные части входят технологическое управление и организационное управление. Цель технологического управления — получение требуемых свойств изделий; а цель организационного управления — формирование ВПС для реализации спроектированных ТП. Для этого необходимо обеспечение синхронизации взаимодействия ресурсов всех РПС, входящих в ОПС.
Особенностью управления в ВПС является:
• ограничение времени принятия решений;
• быстрое и частое изменение параметров ОПС.
В теории интеллектуальных систем синтез реализуется с помощью ЭС:
ЭС = <БД, БЗ, И>,
где БД — база данных, включающая сведения о базовых элементах; БЗ — база знаний, содержащая правила конструирования вариантов структуры; И — интерпретатор, устанавливающий последовательность применения правил из БЗ.
Системы искусственного интеллекта основаны на знаниях, отделенных от процедурной части программ и представленных в одной из характерных форм. Такими формами могут быть продукции, фреймы, семантические сети. Реально функционирующие в современных САПР системы с БЗ чаще всего относятся к классу ЭС. Реализация систем искусственного интеллекта основывается на работе со знаниями: их представлении, хранении, использовании и т.д.
ВПС относится к разряду сложных систем, которые характеризуются большим числом элементов и, что особенно важно, большим числом взаимосвязей элементов. При создании ВПС имеет место смешанное проектирование — комбинация нисходящего (имеются в наличии отдельные готовые компоненты системы) и восходящего (имеются сформулированные требования ко всей системе в целом) процессов. При таком проектировании возникает необходимость прогнозирования недостающих данных с последующим их уточнением, т. е. последовательного приближения к окончательному решению (итерационное проектирование).
Структура ММ процесса многообъектного технологического проектирования представляет собой последовательность процедур поиска рациональной конфигурации ВПС. Первоначальной процедурой в структуре является определение необходимых ресурсов ОПС с учетом требуемой технической гибкости по условиям выполнения ПЗ, с одной стороны, и минимума задействованных
295
слоев, с другой. Поиск начинается с тех слоев, в состав которых входят специфическое технологическое оборудование, необходимое для выполнения соответствующих технологических операций (лазерная, электроэрозионная и т.д.) при изготовлении деталей, входящих в ПЗ.
Выбранные слои считаются базовыми. Следующей процедурой в структуре ММ является поиск (или выбор из базовых) тех слоев, которые способны обеспечить остальные более распространенные технологические операции. Таким образом формируется вариант компоновки ВПС.
Следующей процедурой в структуре ММ является определение наилучшего варианта последовательности запуска ПЗ в ВПС на выполнение. При этом для каждого варианта осуществляется проверка на работоспособность, исходя из заданных требований. При получении варианта, не соответствующего требованиям, проводятся формирование и проверка следующего варианта, и так до нахождения предпочтительного.
При формировании очередного варианта сначала варьируют сроками запуска, а при отсутствии положительного решения меняют конфигурацию ВПС. На первом этапе выполняется попытка нахождения наиболее предпочтительного слоя и только при отсутствии положительного результата переходят к следующему этапу — изменению числа слоев. В этом случае выбор начинается со слоев, способных обеспечить наименьший прирост себестоимости изготовления (минимальные транспортные расходы, минимальная себестоимость выполнения работ и т.д.).
При достижении приемлемого варианта на основе полученных данных формируется информация управления в ВПС. В связи с большим комплексом сложных процедур в структуре ММ технологического проектирования при формировании ВПС важное место занимают правильный выбор методов моделирования, а также их комбинация в зависимости от конкретных складывающихся производственных условий.
Для поиска предпочтительных решений при формировании ВПС следует использовать эволюционные методы, основанные на статистическом подходе к исследованию ситуаций и итерационном приближении к искомому состоянию системы. Такой подход позволяет находить решения, близкие к оптимальным (рациональным) за приемлемое время.
Одним из основных эволюционных методов является метод на основе генетических алгоритмов. Использование генетических алгоритмов при формировании ВПС позволяет решать задачи с не-метризусмыми управляемыми параметрами (например, лингвистические).
Представление структуры формируемой ВПС в виде хромосомы позволяет генерировать ряд ее возможных вариантов, являющихся
296
аналогом популяции. Путем последовательных процедур, таких как кроссовер, мутации, верификация, селекция, оказывается возможным путем последовательного образования новых поколений хромосом получать варианты структур ВПС, последовательно приближающихся к оптимальному. При получении варианта структуры, удовлетворяющей заданной целевой функции, процесс считается завершенным, и полученный результат принимают за рабочий.
Формирование управляющих команд осуществляется на основе имитационного моделирования, использующего в качестве параметров модели параметры сформированной ВПС. На рис. 7.9 представлен алгоритм ММ процесса многообъектного технологического проектирования с интеллектуальным управлением в ВПС.
Основные процедуры алгоритма сводятся к синтезу массива технологических операций, необходимых для выполнения ПЗ. На основе массива технологических операций происходит формирование множества допустимых технологических маршрутов, некоторые из них не являются оптимальными. Далее осуществляется
{ Начало )
Ввод исходных / данных
Синтез массивов вариантов ТП
Формирование варианта конфигурации ВПС
| | | | | | |
Формирование командной информации |
 Реализация
Реализация
командной
информации
Q Конец)
Изменение параметров запуска ПЗ
Изменение
конфигурации
| L |
ВПС
Изменение состава
технологического
маршрута
Рис. 7.9. Алгоритм математической модели процесса многообъектного технологического проектирования с интеллектуальным управлением в виртуальной производственной системе
297
процедура формирования рабочей конфигурации ВПС, которая является итерационной. В ходе генерации вариантов структуры проводят имитационное моделирование, по результатам которого оценивают очередной вариант на основе целевых функций. При получении рабочего варианта выполняются процедуры формирования командной информации и управления ВПС. В противном случае осуществляется следующая итерация на основе принимаемого решения по изменению параметров моделируемой системы.
Интеллектуализация процессов управления предусматривает формирование командной информации, базирующейся на применении системы понятий прикладной области, использовании знаний в естественном виде, эксплуатации без программистов. Реализация концепции интеллектуализации опирается на развитые методы работы со знаниями: их представление, хранение, использование и т.д. При этом под знаниями понимают систему понятий прикладной области, а также связь с их представлениями в формальной модели; структуру данных информационной модели прикладной области; математические модели, используемые при проектировании; правила принятия решений. Интеллектуальной системе достаточно задать постановку задачи в виде требуемого результата и условий его получения. Последовательность операций, необходимых для получения результата, определяется системой автоматически.
Интеллектуальное управление в ВПС при многообъектном технологическом проектировании опирается на принятие решений после определения значений выхода имитируемой системы при известных текущих значениях входных параметров, параметров системы и возмущений. Таким образом, можно записать
Я = F ( G , Z , U ),
где Н — вектор выходных параметров; F — оператор (программа) имитационной модели; G — вектор входных параметров; Z — вектор параметров состояния системы; U — вектор параметров возмущающих факторов.
Имитационная модель является дискретной, поэтому в моменты времени /, переход системы из состояния (/- I) в состояние /" происходит скачком и представляет собой неделимое событие. На интервале времени [/,-, /,+i] указанные выше параметры не меняют своих значений, полученных в момент времени t ,.
Входами модели дискретной ПС являются параметры ПЗ, выходом системы — информация о конфигурации ВПС и сроки запуска ПЗ в нее на выполнение. В реальных ПС имеют место возмущения, связанные с такими нештатными событиями, как сбои и отказы оборудования и оснастки. Виртуальная производственная система может находиться в одном из допустимых состояний, при
298
котором вектор параметров состояния системы не выходит за пределы ограничений (фонд свободного времени, состав технологического оборудования используемых частей РПС и т.д.).
Для успешного формирования ВПС в распределенных производственных системах рекомендуется использовать CALS-техноло-гии, которые позволяют более эффективно создавать спецификации с информацией для программно управляемого технологического оборудования, достаточной для изготовления изделия. Этот процесс имеет протяженность во времени и пространстве и связан с многими организационно автономными проектными подразделениями.
Среди несомненных достижений CALS-технологии следует отметить легкость распространения передовых проектных решений.
7.7. Разработка прогностической модели определения
сроков выполнения производственных заданий
в виртуальной производственной системе
При выполнении ПЗ в условиях экспериментального машиностроения большое значение имеет информация о сроках выполнения. Наличие этой информации позволяет правильно планировать загрузку вспомогательных служб производства (работу складского хозяйства, транспортных служб и т.д.), а также сроки изготовления всего изделия в целом с целью синхронизации отдельных производств (работы поставщиков и пр.). При отсутствии такой информации организационно-производственные решения принимаются в «состоянии неопределенности».
В условиях экспериментального машиностроения ПС представляет собой сложную систему, которая в силу свойств и характера задач, возникающих при ее исследовании, требует учета большого числа составляющих ее взаимосвязанных и взаимодействующих между собой элементов. Данные элементы, являющиеся отдельными единицами технологического оборудования, обеспечивают выполнение некоторой достаточно сложной функции.
Для формирования информации о сроках выполнения ПЗ необходима прогностическая модель, отражающая процесс функционирования ПС во времени. Процесс прогнозирования выполнения ПЗ представляет собой совокупность упорядоченно связанных элементов, которую необходимо рассматривать как систему с позиций анализа и синтеза. Такая модель характеризуется такими основными параметрами, как: достоверность прогноза срока выполнения конкретного ПЗ и глубина прогноза сроков выполнения ПЗ.
Достоверность прогноза определяется степенью соответствия полученной информации при использовании прогностической модели реальным срокам выполнения ПЗ. Достоверность про-
299
гноза снижается с увеличением отрезка времени, на котором осуществляется этот прогноз.
Глубина прогноза представляет собой отрезок времени, на лротяжепии которого точность прогноза выполнения ПЗ находится в пределах заданной точности. С ужесточением требований к точности прогноза глубина его уменьшается. На достоверность и глубину прогноза существенно влияет уровень приоритета ПЗ, срок выполнения которого должен быть установлен.
Прогностическая модель может быть представлена в виде некоторой информационной модели, основными частями которой является информация о текущем состоянии ПС, информация о событиях, происходящих в этой системе. Первая часть (информация о структуре ПС и ее параметрах) является детерминированной, вторая часть (информация о фактах поступления ПЗ, простоях оборудования по техническим причинам и т.д.) носит случайный характер и является стохастической. Поэтому при разработке прогностической модели необходимо использовать количественные закономерности, связанные с получением, передачей, обработкой и хранением информации. С этих позиций при разработке прогностической модели целесообразно использовать элементы теории информации. На рис. 7.10 представлен алгоритм функционирования прогностической модели.
Состояние ПС, например Z, может иметь конечное множество значений хь х2, .... х,„ с вероятностями соответственно Ри Р2, .... Рт, т.е.
P ,= P ( Z ~ x ),
где Pt — вероятность того, что система ZnpHMeT состояние х,-; Z ~ х, — обозначение события (система находится в состоянии х,).
События в рассматриваемой модели могут быть в двух состояниях: 1) событие свершилось; 2) событие не свершилось. Эти данные представляют в табличной форме следующего вида:
| */ | А | 4 |
| р / | р / | р { |
Здесь индекс j обозначает принадлежность к определенному событию. Для каждого возможного события приведенная структура одинакова. Различными оказываются только вероятности Р/.
Таким образом, имея статистический материал, можно предполагать с достаточной степенью достоверности на некотором интервале времени, как будет меняться состояние ПС и, следовательно, прогнозировать время завершения того или иного ПЗ.
Исходными данными являются характеристики событий, которые могут иметь место в рассматриваемом интервале времени, и вероятность их появления. К таким событиям относятся поступле-
300
( Начало )
Ввод исходных данных
Определение величины приращения времени
Расчет степени влияния возмущающих факторов
Расчет величины энтропии системы
| | | |
 Фиксация
Фиксация
полученных
значений
Фиксация
полученных
значений
( Конец ^ Рис. 7.10. Алгоритм функционирования прогностической модели
ние очередного ПЗ в производство, остановка того или иного технологического оборудования по техническим причинам и т.д.
При высоком уровне приоритета ПЗ прогностическая модель с достаточно высокой достоверностью позволяет определить срок его выполнения. Это вытекает из выражения, определяющего время Т, затрачиваемое на выполнение ПЗ:
где Т) — время выполнения /-й операции i-ro ПЗ; N — общее число технологических операций в маршруте обработки; ^,Т„Ж — суммарное время, на которое производственный процесс изготовления прерьгоается вследствие занятости технологического оборудования другими процессами.
Эта формула является математическим описанием прогностической модели, позволяющим определять сроки выполнения ПЗ.
Чем выше приоритет ПЗ, тем меньше по величине составляющая Х^ож- При максимально высоком приоритете задания указан-
301
пая составляющая равна нулю и время его выполнения может быть определено по формуле
N
г = £7-;,
где N — число операций, необходимых для изготовления одного изделия.
Эта формула остается справедливой для всей части упорядоченного ряда ПЗ, для которой выполняется условие
М'у £ Л/пс,
где My — информационный массив, определяющий весь набор операций, необходимых для выполнения ПЗ; Л/пс — информационный массив, определяющий технологические операции, которые могут быть выполнены в ПС; символ «•» указывает на то, что составляющие массивов взяты за малый интервал времени At (A/—> 0). При невыполнении этого условия, но выполнении условия
jM ; dt < jM ' nc dt
<\ ' I
на интервале времени [м, t 2 ] большем, чем время выполнения самого трудоемкого ПЗ, оказывается возможным выполнение всего объема ПЗ. Однако выполнение части ПЗ будет иметь прерывистый характер во времени и, возможно, неоптимальный маршрут.
При невыполнении последнего условия данная ПС оказывается неспособной обслуживать поступающий объем заданий на отрезке времени ^ —12. В этом случае имеет место образование и рост очереди ПЗ на их выполнение. Если сумма времени пребывания каких-либо ПЗ в очереди и времени их выполнения превышает сроки, установленные условиями, то можно считать, что данная ПС не в состоянии обслуживать данный поток заданий.
Компоненты £7^ являются случайными событиями с известными вероятностями. Для определения глубины прогноза необходим критерий оценки точности математической модели определения априорной неопределенности системы Z, называемой энтропией.
Энтропия системы H ( Z ) определяется взятой с обратным знаком суммой произведений вероятностей на их логарифм:
/7(Z) = -X^log2/i, 1=1
где т — число возможных событий на рассматриваемом интервале времени.
Логарифм в приведенной формуле взят с основанием 2, чтобы измерять энтропию в двоичных единицах. Изменение состояния ПС носит дискретный характер и требует рассмотрения всей сово-
302
купности состояний как сложной системы. В этом случае вероятность предполагаемого процесса изменения состояния системы оценивается следующим образом:
Р(хь х2, ..., xj = P ( xl ) P ( xd ... P ( xJ .
Откуда
log 2 P ( xf , x 2 , ..., хт) = \ og 2 P { xi ) + ЬёгНхг) + ... + log 2 P ( xm ).
Тогда можно записать
Н(х„ х2, .... хт) = #(*,) + Н(х2) + ... + Н{хт),
т.е. при наличии нескольких возможных событий их энтропии складываются. Таким образом, в общем виде
т
Н{хи хъ ..., хт) = £Я(х,)-/=1
Полученная формула позволяет получить объективную оценку степени неопределенности прогностической модели при варьиро-вании-ее глубины. При прогнозировании процесса изменения Z состояния ПС заведомо возникает некоторая степень неопределенности. Необходимо иметь в виду, что сведения, полученные о системе, оказываются тем ценнее и содержательнее, чем больше была неопределенность системы до получения этих сведений.
Полученная формула позволяет оценить степень неопределенности прогнозируемого состояния системы в рассматриваемом интервале времени. При этом, чем выше вероятность предполагаемых событий, тем больше глубина прогноза прогностической модели. Таким образом, глубина прогноза определяется интервалом времени, на котором выполняется следующее условие:
% Щх,)<Н\
где т — число событий на данном интервале времени; Я* — величина энтропии ПС Z .
Критическая величина энтропии Я' определяется совокупностью факторов. Так, например, как указывалось ранее, для ПЗ высокого уровня приоритета величина энтропии стремится к нулю, так как вероятность поступления ПЗ с более высоким уровнем приоритета также стремится к нулю. Наоборот, на срок выполнения ПЗ с более низким уровнем приоритета будут оказывать влияние практически все вновь поступающие ПЗ, гак как уровень их приоритета будет выше.
При проведении работ по техническому обслуживанию технологического оборудования уменьшается «пропускная» способность производственной системы, так как из процесса производства вы-
303
тесняются задания с более низким уровнем приоритета заказами с более высоким его уровнем и период их изготовления возрастает.
Таким образом, чем ниже уровень приоритета ПЗ, тем больше число случайных событий, влияющих на срок его выполнения, а следовательно, и величина энтропии для них выше. В то же время, критическая величина энтропии Ff для них выше вследствие опять-таки низкого уровня их приоритета. Следовательно, для каждого ПЗ должна устанавливаться своя критическая величина энтропии.
Критическая величина энтропии может быть определена из выражения
//*( Z )= - P '\ og 2 P \
где Р* — допустимое значение вероятности того, что данное задание будет выполнено в прогнозируемый срок.
Допустимая вероятность Р' зависит от многих факторов. Например, если уровень штрафа существенно ниже прибыли, которая ожидается от принятия расчетного срока, то величина Р' может быть уменьшена (при этом энтропия системы возрастает и увеличивается глубина прогноза).
Наоборот, если ошибка в определении срока повлечет высокий штраф и срыв работ по созданию всего изделия в целом, то величину Р' следует увеличивать (при этом уменьшается глубина прогноза). Реально величина Р' определяется, исходя из заданных требований к точности определения сроков выполнения ПЗ, производственной ситуации и т.д.
Контрольные вопросы
1. Какие основные параметры определяют технологические возможности существующих производственных систем?
2. Каким образом формируется обобщенная производственная система?
3. Какое значение имеет ВПС для выпуска новой продукции?
4. Опишите последовательность определения стратегии размещения производственных заданий и последовательности их запуска в производственной системе.
5. Какое назначение и какую роль играют информационные обратные связи в ВПС?
6. Перечислите основные пути, позволяющие повысить точность ММ процесса функционирования ПС.
7. Какое значение имеет оценка ожидаемой себестоимости получаемых изделий на ранних этапах разработки ТП?
8. Какие два основных потока информации определяют процесс формирования виртуальной производственной системы для выполнения ПЗ?
9. Какие факторы снижают точность получаемых результатов моделирования процесса функционирования РПС и какими методами можно снизить их негативное влияние?
304
10. Что является основой для построения ВПС?
11. Какое влияние оказывает увеличение объема информации ОС на достоверность получаемых в результате моделирования результатов и увеличение глубины прогноза?
12. Что такое интеллектуальное управление в ВПС?
13. Какие причины определяют необходимость использования интеллектуального управления при формировании ВПС?
14. Какое назначение имеют прогностические модели при определении сроков выполнения ПЗ?
15. Какие факторы влияют на глубину прогноза прогностической модели?
I Зак. 519
Гл а в а 8
МАТЕМАТИЧЕСКИЕ МОДЕЛИ В РАСПРЕДЕЛЕННЫХ ПРОИЗВОДСТВЕННЫХ СИСТЕМАХ
8.1. Разработка информационной модели процесса функционирования отдельного производственного модуля
При поиске оптимальных условий функционирования производственной среды необходима математическая модель, отражающая изменения состояния технологического оборудования. При назначении загрузки той или иной единицы технологического оборудования исходят из заданной технологической операции обработки и из текущего состояния производственной системы. Таким образом, поставленная задача является многопараметрической с широкой вариационностью.
На рис. 8.1 представлена взаимосвязь элементов структуры ПС. Из конструкторских подразделений производственные заказы поступают в технологические подразделения. Здесь осуществляется этап технологической подготовки производства. Кроме информации о технологических аспектах производства на этом этапе должна формироваться информация организационного характера, определяющая последовательность и пути прохождения заготовок от момента их получения до завершения всех необходимых технологических операций и получения готовых деталей.
Критерием эффективности при выполнении ПЗ является себестоимость и (или) производительность технологического процесса. С одной стороны, технологический процесс должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление заданного изделия. С другой, в соответствии с экономическим принципом, изготовление изделия должно вестись с минимальными затратами труда и с минимальными издержками производства.
По результатам анализа возможных вариантов технологических процессов изготовления изделия выбирают вариант, обеспечива-
Конструкторское проектирование
Технологическая
подготовка
производства
Производственная среда
| Готовые изделия |
Производственные заказы
| Данные о текущей производственной ситуации |
Рекомендации по изменению
конструкции отдельных
элементов изделия
Рис. 8.1. Взаимосвязь элементов структуры производственной системы
306
ющий наибольшую производительность и минимальную себестоимость. Из вариантов с производительностью выше или равной заданной выбирают вариант с минимальной себестоимостью, на основе ИП, характеризующего технологию изготовления детали (Су) и время (f;) запуска процесса изготовления соответствующего изделия:
ИП = <С,, Съ ..., С,, ..., С„; /,, t 2 , .... U , ..., *„>,
где т — число наименований изделий в ПЗ, 1 < /' < т.
Каждый элемент С, является структурно-параметрической моделью процесса изготовления изделия /-го наименования. Время запуска /, каждого изделия определяется элементами С{ и текущим состоянием ПС (рис. 8.2). Эта часть информационного обеспечения динамически меняется. Информация о текущем состоянии /-го производственного модуля содержится в информационном потоке 2J.
Массив данных по всему парку технологического оборудования, составляющего ПС, образует информационный поток Z, т.е.
" то
1=1 где п, 0 — число единиц технологического оборудования в ПС.
Информационное обеспечение С, складывается из двух частей — постоянной, описывающей последовательность технологических операций, и переменной, описывающей тип технологического оборудования и момент запуска на нем очередной технологической операции. Первая часть информационного обеспечения формируется на основе спроектированных ТП. Вторая часть информационного обеспечения определяется текущим состоянием производственной системы и является динамически меняющейся. Информацию о текущем состоянии производственной системы получают из информационного потока Z— массива данных по всему парку технологического оборудования, составляющего производственную систему.
Каждая единица технологического оборудования ПС ориентирована на выполнение операций по поддержке определенного базового конструктива, однако целесообразно предусматривать резервирование поддержки других, допустимых по технологическим признакам, базовых конструктивов. При назначении загрузки той или иной единицы технологического оборудования исходят из заданной технологической операции обработки и из текущего состояния ПС. Таким образом поставленная задача имеет характер многопараметрический с широкой вариационностью. Концептуальные решения при разработке математической модели должны быть такими, чтобы эта вариация не ухудшала ее достоверность.
При построении математической модели в качестве основных параметров, характеризующих состояние технологического оборудования ПС, использовались следующие:
11*
307
|
|
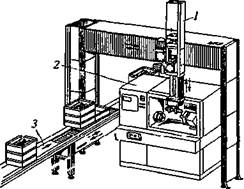
гпм
Информация о технологических возможностях производственного модуля
пз,
Моделирование процесса
функционировани л производственного модуля
Информация о времени выполнения ПЗ
|
|
Информация о времени
доступа к произволстиен-
ному модулю
Рис. 8.2. Информационная модель функционирования гибких производственных модулей:
/ — робот для загрузки заготовок и выгрузки изготовленных деталей; 2 — токарный станок с ЧПУ; 3 — подвижной стол с приспособлениями-спутниками для перемещения заготовок и деталей; 4 — фрезерный станок с ЧПУ; 5— робот для перемещения изготовленных деталей и загрузки заготовок; 6 — подвижной стол
308
• время освобождения технологического оборудования после завершения предыдущей технологической операции;
• время переналадки технологического оборудования с одной технологической операции на другую;
• длительность выполнения заданной операции;
• возможность использования полностью или частично элементов наладки от предыдущей технологической операции для выполнения последующей.
Основными параметрами, характеризующими ПЗ, являются:
• множество технологических операций, выполнение которых необходимо для получения каждого ПЗ;
• возможные варианты последовательностей выполнения технологических операций при выполнении каждого ПЗ;
• сроки выполнения ПЗ;
• требования к срокам выполнения ПЗ (штрафные санкции, взаимосвязь с другими ПЗ и т.д.).
Перечисленные параметры используются при выработке стратегии последовательности запуска ПЗ в виртуальную производственную систему. Стратегия запуска предусматривает формирование последовательности моментов начала изготовления отдельных ПЗ. Эта последовательность является динамическим рядом, компоненты которого могут менять порядок следования и значения в зависимости от производственной ситуации.
При разработке стратегии запуска ПЗ возникает задача динамического упорядочения сроков, для решения которой необходима разработка ММ, отражающей процесс взаимодействия компонентов ПС при выполнении ПЗ. Реализация такой ММ с помощью ЭВМ позволяет осуществлять оперативное управление последовательностью и временем запуска того или иного ПЗ в ВПС. Управление ггтим процессом может осуществляться как r автоматическом режиме, так и в режиме диалога «человек—машина».
В этих условиях обработка данных является многопарамстричес-кой задачей в условиях динамически меняющихся параметров ПС. Спецификой поставленной задачи является ее целочисленность и, следовательно, невозможность использования традиционных методов линейного программирования. Применение методов полного или направленного перебора в подавляющем большинстве случаев оказывается невозможным в реализации вследствие большой размерности и неопределенности структуры процесса, даже с помощью высокопроизводительных ЭВМ.
Параметры ПС меняются согласно достаточно хорошо формализованным зависимостям и только в определенные, легко фиксируемые моменты. Отдельные, квантованные, отрезки времени имеют различную длительность, каждая из которых может быть определена на основе известных параметров производственных заданий и реализующих их ПС.
309
Необходимо систематизировать большое число параметров, характеризующих состояние ПС. Это выполнимо с использованием матричного представления коэффициентов, составляющих параметры ПС. Математическая модель представляется в виде двух матриц Zv \ В, описывающих состояние ПС в каждый момент.
Матрица Zтрехмерная, состоит из п слоев Д (рис. 8.3). Соответственно каждый слой, характеризующий технологические возможности конкретной единицы технологического оборудования, представляет собой двухмерную матрицу одинаковой размерности (т + 1) х т:
Д =
| «1.1 | «1.2 ■ | •• «l.m |
| «2.1 | «2,2 • | •• «2.m |
| ат,\ | «m,2 ■ | •• °m,m |
| °m+l,l | fl m+l,2 • | ■• «m+l.» |
(8.1)
где tn — общее число технологических операций, которые могут быть выполнены в данной производственной системе.
Время переналадки данного технологического оборудования с операции р на операцию q составит apq , где I < p , q < т. Отмстим, что аРЧ = 0 при р - q . Время обработки одной заготовки на операции q соответствует amI q .
Номер операции р


| "\. г\ |
| «1.4 |
| " U |
 . fl U .
. fl U .
| " г.* |
| а 2,4 |
°2,3
у Номер /операции д
| " т,т |
От.2
| °/ n + I , i |
° m +1.2
Число единиц
технологического
оборудования п
Рис. 8.3. Матрица свойств технологического оборудования производственной системы
310
Если технологическое оборудование / идентично технологическому оборудованию у, то выполняется условие
4 = 4
При описании свойств реального технологического оборудования отдельные члены матрицы (8.1) могут оказаться неопределенными. Это происходит, если соответствующая операция не может быть выполнена на данном оборудовании.
8.2. Моделирование процесса функционирования совокупности модулей
Одним из наиболее важных этапов при определении рациональной загрузки технологического оборудования является поиск оптимальной стратегии распределения ПЗ в ВПС. Поиск оптимальной стратегии является многошаговой задачей и предусматривает использование итерационных методов.
При разработке методики определения оптимальной загрузки технологического оборудования необходимо учитывать, что данная задача имеет следующие особенности:
• большую размерность;
• зависимость последующей производственной ситуации не только от предыдущих условий, но и от трудно предсказуемых новых условий.
Для решения поставленной задачи целесообразен метод блочного программирования, являющийся совокупностью приемов, позволяющих заменить решение крупных задач линейного программирования решением ряда линейных экстремальных задач меньшего объема. В этом случае можно сократить необходимую мощность вычислительных процедур, более рационально использовать память ЭВМ, декомпозировать общую задачу на ряд задач, решаемых методами, непригодными для решения общей задачи.
При блочном программировании часто используется метод разложения, являющийся блочным аналогом метода последовательного улучшения плана.
Идеи блочного программирования не только упрощают вычислительные процедуры, но в ряде случаев расширяют область применения линейного программирования.
В дальнейшем, при определении загрузки технологического оборудования, необходимо для каждого конкретного ПЗ следовать этой стратегии.
Полная реализация такого подхода возможна при условии, что в любой момент пропускная способность ПС шире, чем требуется для одновременного обслуживания всего объема ПЗ. При этом должно соблюдаться условие
311
M ' Y с Мпс (8.2)
где My — массив необходимых технологических возможностей ПС для выполнения ПЗ; Л/пс — массив технологических возможностей ПС; символ «♦» указывает на то, что составляющие массивов взяты за малый интервал времени (ДГ -» 0).
При выполнении условия (8.2) время выполнения всего ПЗ определяется временем выполнения максимального по трудоемкости отдельного ПЗ. В этом случае время выполнения будет минимально возможным в соответствии с технологическими возможностями технологического оборудования, на котором оно выполняется.
При невыполнении условия (8.2), но выполнении условия
JMydtlJMncdt , (8.3)
когда t 2 - Ц больше времени выполнения самого трудоемкого ПЗ, возможно выполнение всего ПЗ. Однако частично оно будет иметь дискретный характер и вестись, скорее всего, по неоптимальным маршрутам. Обращение условия (8.3) в равенство соответствует оптимальным технологическим возможностям ПС для выполнения заданного ПЗ.
При невыполнении условия (8.3) данная ПС неспособна обслуживать поступающий объем ПЗ на отрезке времени от t , до t 2 . В этом случае отмечается и рост очереди ПЗ на их выполнение. Если суммарное время пребывания какого-либо ПЗ в очереди и его выполнения превышает сроки, установленные условиями, то данная ПС не в состоянии обслуживать данный поток заказов.
Будем рассматривать задачу поиска варианта оптимальной загрузки технологического оборудования, подразумевая выполнение условия (8.3) и невыполнение условия (8.2).
При перемещении заготовки от одного технологического оборудования к другому затрачивается время, которое определяется их относительным расположением на производственных площадях. Время перемещения заготовок между технологическим оборудованием может быть представлено в виде матрицы В размерностью (п + 2) х п:
ь \.\ ь\,г - К» *2, i b 2 t 2 ... h . n
| (8.4) |
| Ьп . п Ь„ +\, п Ьп +2 л |
в= ......
bn ,\ ЬпЛ
^ л +2,1 " гн -2,2
312
где п — общее число единиц технологического оборудования, составляющего производственную систему; bpq — время перемещения заготовок от /?-го технологического оборудования к <7-му, причем 1 < р, q < п. Отметим, что Ьрл = О при р = q .
Строка п + 1 содержит информацию о времени доступа к q -му технологическому оборудованию и определяет время завершения на нем предшествующей операции. Компоненты этой строки являются динамически меняющимися.
Последняя строка я + 2 содержит информацию о приоритете ПЗ, выполняемого на данном технологическом оборудовании. Кроме того, в данную строку при необходимости заносится информация о потере работоспособности этого оборудования в текущий момент. Например, если данное технологическое оборудование не функционирует по причине проведения ремонтных работ, то в соответствующий элемент строки л + 2 записывается признак занятости но высшему приоритету, а в строке п + 1 — время доступа, соответствующее предполагаемому времени ремонтных работ.
При поиске варианта оптимальной загрузки технологического оборудования следует исходить из сроков запуска каждого ПЗ и учитывать его оптимальный маршрут. При планировании загрузки технологического оборудования ПЗ с более ранним сроком поступает на технологическое оборудование согласно его маршруту обработки. Затем выбирают следующее ПЗ с более поздним сроком запуска, и ему назначается технологическое оборудование согласно его оптимальному маршруту и т.д. Наконец, для очередного ПЗ складывается ситуация, когда в связи с загрузкой технологического оборудования более приоритетными заказами невозможно обеспечить выполнение технологической операции по оптимальному маршруту. Тогда это ПЗ направляется на свободное технологическое оборудование, для которого соблюдается условие
F { bmiJ + Ьи + ат+и + аи) -> min ,
где ЬП+и — члены матрицы (8.4); am +] J — члены матрицы (8.1).
Наилучший вариант выбирают в среде технологического оборудования не только свободного, но и занятого ПЗ, с более низким уровнем приоритета. Если целесообразно использовать технологическое оборудование, занятое заказом с более низким приоритетом, его место занимает заказ с более высоким приоритетом.
Очередной шаг At квантования по времени в математической модели определяется как минимальный из ряда доступа к тому или иному технологическому оборудованию:
At = min(£n+,,, 6я+|ш2, ..., b„+l„), (8.5)
где b „+\ j — члены матрицы (8.4).
После определения величины Д/ все .коэффициенты ряда (8.5) уменьшаются на эту величину, и далее процесс повторяется.
313
b „+\j = bnJ - At при bnJ > At,
bn+\.i = 0 при bnJi < At.
Таким образом, обеспечиваются условия, близкие к оптимальным, для обработки срочных заказов. Остальные заказы выполняются в режиме прохождения по мере освобождения технологического оборудования. Глубина этого режима для каждого конкретного ПЗ определяется его приоритетом.
При моделировании процесса загрузки технологического оборудования на каждом шаге фиксируют время поступления производственных заказов на выполнение. Если на некотором этапе оказывается, что замещенный технологический процесс выполнения конкретного ПЗ по своей длительности не обеспечил выпуска хотя бы одной детали, возвращаются к этому моменту и данный технологический процесс снимают из рассмотрения на этом этапе.
Аналогично поступают и при появлении нового ПЗ. При возврате к ссютветствующсму моменту пересчитывают состояние ПС в той части, которая меняется, исходя из сроков запуска вновь поступившего ПЗ. В частности, если его сроки более ранние, полностью пересчитывают загрузку технологического оборудования, если более поздние — пересчет не производят.
8.3. Моделирование процесса назначения очередности поступления заданий в производственную систему
Часто время поступления ПЗ на изготовление деталей, заданное в виде технологической документации, носит случайный характер. Для эффективной работы ПС необходимы упорядочение ПЗ и систематизация порядка их следования. Ввиду произвольного порядка их поступления такая система должна обладать достаточной гибкостью. Действительно, ранее может поступить ПЗ с длительным сроком изготовления, а затем — срочное ПЗ с малым, «жестким» сроком изготовления.
Непосредственно формирование структуры ПЗ осуществляется на основе следующих их свойств:
• момент поступления;
• требования ко времени изготовления;
• трудоемкость изготовления;
• вид детали, определяющий технологию се изготовления.
С их учетом ранжируют ПЗ. Основным критерием ранжирования является число технологических операций, выполнение которых необходимо для получения готовой детали.
В качестве критериев, по которым была разработана структура базы данных, выбраны: 1) уровень приоритета ПЗ; 2) число
314
оставшихся операций, необходимых для получения готовой детали.
Все ПЗ ранжируются в последовательности и в соответствии с этими критериями. Второй из них имеет целью сокращение времени нахождения ПЗ с малым числом оставшихся невыполненных технологических операций в производстве. Эта мера позволяет уменьшить объем незавершенного производства. На рис. 8.4 представлена модель распределения периодов изготовления деталей во времени.
Общий объем информации о производственных заданиях С, Одновременно находящихся в ПС, можно представить как совокупность следующих информационных массивов:
С = (С\, С2,..., Сп; С{,С2,..., С/2; Q, С2,..., Ci 3 ),
где С/ — информационный массив данных об /-м ПЗ у-го уровня приоритета; j — уровень приоритета ПЗ;
Порядковый номер ПЗ на своем уровне приоритета /= [,..., it ; 1, ..., /2; 1, ..., /з-
Отдельно взятый информационный массив представляет собой одномерную матрицу вида
С/=\Уи,Уг„...,К,...,Ум\, (8.6)
где Vu — вид технологической операции, / е [1, N ]; N1 — общее число операций, которые необходимо выполнить, чтобы получить готовую деталь типа С/.
Этот массив динамически меняющийся, и в процессе выполнения технологических операций число его элементов уменьшается. Кроме того, изменяется и массив С, так как отдельные ПЗ могут менять свое положение в связи с тем, что внутри каждого уровня приоритетными становятся ПЗ с большим числом оставшихся технологических операций, необходимых для полного изготовления готовой детали, т.е. при изменении этого показателя у какого-либо заказа, его положение в общем ряду / меняется и в каждый момент должно выполняться условие
/, < /2 при Л7, < М2.
Число компонентов и их состав в (8.6) меняется по мере выполнения отдельных технологических операций, поступления новых производственных заказов и выполнения ПЗ.
На рис. 8.4 показан вариант распределения времени на выполнение деталей отдельных ПЗ. При появлении нового ПЗ определяется его положение относительно поступивших ранее. Далее осуществляется упорядочивание ПЗ в сформированном ряду. Если в некотором количестве присутствуют ПЗ с аналогичными параметрами, то проводится сравнение числа операций последовательно с каждым, начиная с первого. Как только обнаруживается в рас-
315
tag
m
Ti
t ^ J
' нЗ ' hj ' ji ] ' я 2' »я
' ok 1 ' ok 2 ' ок/ 'окЗ ' ok л
Рис. 8.4. Модель распределения периодов изготовления деталей во времени:
т — общее число видов продукции; / — время изготовления деталей, мин; /н3,
4и, 'и|, t„j, /,lm — время начала изготовления деталей; /№1, 1тЪ /OKj, 1Ж„ — время
окончания изготовления деталей
сматривасмом ряду ПЗ с числом операций, большим, чем у вновь поступившего, вновь поступившему присваивается этот номер, а всем остальным, начиная со сравниваемого, присваивается номер, увеличенный на единицу.
Изменения вносятся в двух случаях: если поступил новый ПЗ или если закончилась очередная технологическая операция.
Таким образом, разработаны математическая модель и соответствующие алгоритмы формирования структуры ПЗ, реализация которых с помощью ЭВМ позволяет автоматизировать процесс ранжирования ПЗ. При определении очередности поступления ПЗ на выполнение необходимо определить время запуска /и„ каждого из них. Каждый из ПЗ имеет свой срок окончания выполнения /дав и длительность его выполнения t „3 rat . В целом, для всего ПЗ можно записать
'зап
— « 1 ЯН * И
(8-7)
'лап — 'зав 'изгог
где т — общее число видов продукции в ПЗ.
316
Оптимальным является случай, которому соответствует равенство в условии (8.7), однако он труднодостижим. В реальных производственных ситуациях записанные условия имеют вид
' ззп — 'зав 'изгот 'нсзав 'поп
' ип — 'зав 'тгот 'незэв 'доп
где 'нсзав — время, в течение которого незавершенное изделие в виде полуфабриката находится вне производственного процесса (ожидание освобождения требуемого технологического оборудования, вынужденный простой по организационным и другим причинам и т.д.).
Уменьшение времени на выполнение ПЗ может быть достигнуто за счет снижения /нем„ и /доп.
Величина *незав определяется результатами технологического проектирования в ВПС.
Величина tBon эмпирическая величина, определяемая затратами времени, связанные с такими мероприятиями, как приобретение заготовок, выполнение операций на технологическом оборудовании и т.п.
Определение момента запуска /-го задания в ПЗ должно осуществляться по результатам нахождения величины /£,„, где I < /"< tri .
Для сокращения величины /,1сзав необходимо осуществлять управление ресурсами ВПС таким образом, чтобы максимально снизить преждевременное выполнение ПЗ относительно его сроков.
8.4. Моделирование процесса функционирования
технологического оборудования виртуальной
производственной системы
Виртуальная производственная система может быть представлена в виде некоторой совокупности свойст в Z отдельных технологических единиц оборудования:
2"= (, А> Лг> -, Л. -■. Ап),
где Ак — некоторая совокупность технологических свойстк i - io технологического оборудования, ппичем 1 < к < п, где п — общее число единиц технологического оборудования, образующих производственную систему.
Технологические возможности производственной системы можно представить в виде информационного массива Л/пс, представляющего технологические операции, которые могут быть выполнены в данной производственной системе:
317
Л/nc =иЛ,
где А-, — массив технологических возможностей /-Й единицы технологического оборудования производственной системы. При этом должны выполняться следующие условия:
1. Массив технологических возможностей производственной
системы должен содержать технологические требования базовых
конструктивов и обогащений; в противном случае ПЗ может быть
выполнено лишь частично;
2. Множество, образованное технологическими возможностями ПС, не должно существенно превышать множество, образованное технологическими требованиями базовых конструктивов и конструктивных обогащений; в противном случае возникает избыточность, которая приводит к снижению эффективности функционирования производственной системы;
3. Технологические возможности отдельных единиц технологического оборудования могут частично перекрываться (например, цилиндрическая поверхность может быть получена при использовании как токарного оборудования, так и фрезерного, расточного, обрабатывающих центров и т.д.).
Следовательно,
My с Л/пс,
где Му- множество технологических операций, необходимых для обеспечения обобщенной структуры технологических процессов.
При несоблюдении этого условия часть технологических операций, необходимых для выполнения конкретных производственных заказов, окажется невозможной для реализации. Одновременно, мощность пересечения этих множеств должна быть максимальной.
Плотность распределения конкретных технологических операций множества технологических возможностей должна соответствовать плотности распределения требующихся технологических операций, необходимых для обеспечения текущей совокупности производственных заказов. Другими словами, ПС должна быть способной обеспечить одновременное проведение однотипных операций без образования узких мест. В противном случае наблюдается снижение эффективности функционирования производственной системы и уменьшение производительности.
При разработке математической модели ПС в качестве выходного параметра необходимо выбрать время обслуживания каждого ПЗ на отдельных операциях, так как именно этот параметр определяет производительность ВПС. Этот параметр зависит от типа операции и технологического оборудования, на котором она выполняется. Конкретный тип технологического оборудования опре-
318
деляет время на транспортировку, на переналадку и выполнение операции. Время на переналадку определяется временем на разна-ладку с предыдущей операции и время на наладку для проведения следующей операции. В общем случае формула для расчета времени выполнения очередной технологической операции имеет следующий вид:
Т/^+'^+'^+^Ч (8.8)
где Tj — время на выполнение у'-й операции на к-м оборудовании; ( f — время на разкаладку /-го оборудования с предыдущей it операции; /}( — время на наладку /-го оборудования для выполнения операции y'j; tA . — время на транспортировку производственного заказа с Ак1 на Ак оборудование; /* — время обработки одной заготовки; и — число заготовок в производственном заказе. Для конкретного технологического оборудования формулу (8.8) можно преобразовать в следующую запись:
T J = f h +/ A + t Jn -
Время на переналадку с одной операции на другую лежит в пределах
О < /( Wi < /,, + tA ,
где titJl — время переналадки технологического оборудования с /, операции Hav'i операцию.
Величина времени переналадки titJl определяется степенью преемственности технологической наладки от предыдущей операции к последующей в рамках одного и того же оборудования.
Время Т получения партии готовых деталей типа Q составит
N
где N — число операций, необходимых для изготовления одного изделия.
Используя (8.1) и (8.4), можно записать выражение для времени выполнения у'-й операции для некоторой Сгй заготовки на А;-м технологическом оборудовании:
V = * »*!.* + bk„k + a^jii,., + a$j, (8.9)
где Tf — время обработки партии заготовок типа С, на к-м технологическом оборудовании; b „^ к — время, в течение которого освобождается к-е технологическое оборудование; bkl k — время перемещения заготовок от места предшествующей обработки (оборудование А:,) и последующей (оборудование к); л„,+К; — время обработки одной заготовки типа Q ; пс. — число заготовок в партии типа Q; djj — время переналадки к-го технологического оборудо-
319
вания с предшествующей технологической операции /на следующую операцию/
Таким образом, на основе разработанной модели состояния производственной системы получена целевая функция. При выполнении условия
л
5)7)* —> min j - i повышаются коэффициент загрузки технологического оборудования и производительность производственной системы в целом.
При невозможности выполнения всей совокупности технологических операций в единой части РПС возникает необходимость перемещения полуфабриката в другую РПС. В этом случае возникают дополнительные затраты, в частности, времени, определить которые на перемещение полуфабриката из одной РПС в другую можно, используя пространственную модель.
Пространственная модель представляет матрицу D , структура которой описывает взаимосвязь между отдельными РПС, представленными матрицами (8.1) и (8.4). Параметры матрицы D — затраты времени на перемещение полуфабриката из одной РПС в другую. При необходимости такого перемещения формула (8.9) приобретает вид
V = *«+ut + **i.*+ ал»|Л + ^ U + d r , P , где dfJ > — время, затрачиваемое на перемещение полуфабриката из г-й РПС в р-к>.
Исходя из требований максимального снижения затрат на выполнение ПЗ, необходимо при формировании конфигурации ВПС стремиться находить варианты, исключающие необходимость перемещения полуфабрикатов между отдельными РПС.
Дата: 2018-12-28, просмотров: 480.