Повышение интеллектуальности подсистем проектирования осуществляется путем использования эвристического программирования (см. подразд. 5.4) ЭС путем перехода от режима диалога к пакетному режиму более высокого уровня.
Одно из требований автоматизированного проектирования в режиме диалога состоит в максимальном освобождении технолога-проектировщика от рутинных работ, требующих каких-либо иычислений или количественных оценок проектных ситуаций. В процессе проектирования технолог-проектировщик задает информацию о полезности следствий. Эта информация обрабатывается ЭВМ с целью сокращения числа целесообразных альтернатив и отбрасывания неприемлемых. Проектировщик, принимающий решение, анализирует результаты расчета на ЭВМ и отбирает рациональные (с его точки зрения) альтернативы, а если требуется, то осуществляет дальнейшую детализацию альтернатив и возникаю-
203
щих из них следствий. Под полезностью понимают обобщенную оценку альтернативы, описывающую ее пригодность для дальнейшего проектирования и легкость реализации. Эту оценку дает технолог-проектировщик. Полезность следствия обозначают через Пу, где /' — условный номер альтернативы, j — номер следствия данной i -й альтернативы. Для освобождения технолога-проектировщика от количественной оценки альтернатив (следствий) используют несколько способов задания оценок полезностей. 11апри-мер, производят простое ранжирование следствий или полезности альтернатив, сравнивают их между собой качественно, используя отношения типа «больше—меньше», «хуже—лучше», которые технолог-проектировщик может задавать знаками «>», «<».
Например, на этапе выбора модели многошпиндельного токарного пруткового автомата может сложиться следующая ситуация: для обработки втулки используют либо пруток, либо толсто-стешгую трубу. Заготовку можно обработать на трех разных моделях автоматов. Следовательно, имеются две альтернативы и по три следствия из каждой. Дчя первой альтернативы необходимо получить полезность следствия П1Ь Я,2, Я(3; для второй — Я21, Я22, Я23. Задача состоит в нахождении доверительного интервала для каждого значения Пу.
Если ввести условие £ Пу = 1, где п — число следствий из /'-й
альтернативы, то нахождение доверительного интервала сводится к нахождению верхней и нижней границ оценки полезности следствий (альтернатив), т.е. к нахождению Пу и Пу соответственно. Допустим, что технолог-проектировщик задал отношение между следствиями в следующем виде:
Я„ < Я12; Я„ < Пп < Я„; Я71< Я„; Пп< Я„.
Вводят ограничения и преобразуют эти выражения следующим образом:
Я„ - Я12 < 0; /7,з- Л,2< 0; Я12- Я23< 0; Я23- Я„ < 0; Я22- Я„> 0; Я„ + Я|2 + Я13 = 1; Я21 + Пп + Я23 = 1.
Подобную задачу сводят к задаче линейного программирования:
Z= g'xi + g2x2 + -. + gJXj + ... + g"x „ -> min; o,'X| + a2x2 +... + ajxj +... + а %, х „ > bt при i = 1, s;
a\xi + a\x2 +... + a/xj +... + a^x „ = b, при i = s + l,m,
где при всех /= 1, 2, 3, ..., m ; j = 1, 2, 3, ..., и вещественные числа gJ , b „ и а[ заданы, а неизвестные Xj подлежат определению.
204
Для перехода от режима диалога к пакетному режиму более высокого уровня формируют обучающие выборки. Составляют матрицу А «признак—значение». Элемент матрицы Ау соответствует /-му значениюу-го признака, / = 1, т; J = 1, и (где т — максимальное число значений, принимаемых j - u признаком; п — число признаков). Тогда
А =
| А, | Аг | Аз ■ | - Aj |
| Аи | А-п | A2i . | ■■ A2J |
| Д. | Аг | Аг ■ | - А |
Ал An
1 » |
'W
^ тЗ
•mj
С помощью матрицы А можно описывать любые объекты или ситуации. Разница будет состоять в числе признаков, описывающих объект (ситуацию), и в количестве значений каждого признака.
Матрицу S , полученную добавлением матрицы А к матрице нуль-единичного столбца, называют полной формой понятия:
S = [ A ] x
I / »
где Fj =\ — объект (ситуация), описываемый /-й строкой матрицы А, является положительным событием; в противном случае F ,- = 0. Чтобы заполнить матрицу S , следует рассмотреть большое число вариантов комбинаций значений N и классифицировать полу-
л
ченные комбинации N = J"] rttj . Матрицу встроят на основе обучаем ющей выборки. Основной задачей построения обучающей выборки является определение существенных признаков, описывающих объект, и нахождение числа значений, которые может принимать каждый признак объекта.
Как показали исследования, многие технологи-проектировщики при опросе не могли четко сформулировать причины выбора одной альтернативы из некоторого числя предлагаемых. Причем признаки, по которым определялся объект (например, комплекс элементарных обрабатываемых поверхностей), у разных тех-
205
нологов-проектировщиков были неодинаковыми. Поэтому задачу выделения существенных признаков, описывающих объект, следует возлагать на технолога-проектировщика, работающего с использованием методов САПР.
Однако на многих этапах проектирования возникает задача отнесения объекта к одному из более двух классов (например, при отнесении комбинаций поверхностей к одному из шести комплексов элементарных обрабатываемых поверхностей). В данном случае к матрице А добавляется не нуль-единичный столбец, а столбец, в котором Fj принимает значения F -,-\, k , где к — номер класса объекта, к которому относится классифицируемый объект, или Fj = О, если объект не был отнесен ни к одному из классов. Значения признаков, оценивающих объект в процессе диалога технолога-проектировщика с ЭВМ, накапливаются на магнитном диске. Каждому набору /-го значения признаков ставится в соответствие F ,, относящее этот объект к классу, определяемому технологом-проектировщиком.
Области распределения положительных и отрицательных объектов не должны пересекаться, иначе могут быть ошибки. Влияние подобных ошибок на качество проектируемой наладки снижается при одновременном проектировании нескольких наладок, что ведет к увеличению их числа.
Для оценки степени обученности системы используется экзамен на контролируемой группе объектов, который можно применить для постепенного перехода от режима диалога к новому уровню пакетного режима. Степень обученности системы оценивалась следующими показателями:
частота ошибок р при оценке степени обученности системы
п* + п~
частота ошибок при распознавании положительных р* и отрицательных р~ объектов
+ и* я"
р = л^; P ~ = W
где п*, гг — число ошибок при распознавании соответственно положительных и отрицательных объектов; N — число контрольных объектов, используемых для оценки степени обученности системы; N + , N ~ — число положительных и отрицательных объектов.
Экспериментальное определение величины обучающей выборки проводили для этапа членения поверхности детали на комплексы элементарных обрабатываемых поверхностей. Нужно было сформировать понятие «комплекс поверхностей, который можно обработать проходными резцами». Были выделены шесть признаков, описывающих подобный комплекс поверхностей:
206
1 — вид поверхностей, вошедших в комплекс;
2 — последовательность диаметров поверхностей, начиная с левой стороны;
3 — положение поверхностей, вошедших в комплекс;
4 — допустимость обработки этих поверхностей;
5 — наличие требования «притупить острые кромки»;
6 — вид заготовки.
Признак 1 мог принимать восемь значений, признак 2 — три, признак 4 — два, признак 5 — тоже два и признак 6 — три значения.
Понятие, которое необходимо было сформировать с помощью программы «ПАРК», имело следующий вид:
(I1 v 6') л 22л (З3 v (13 л I4)) л 2s л (I6 v 26 v З6),
где верхний индекс — шифр признака.
Составляли пять обучающих выборок, которые различались по числу входящих в них объектов и по соотношению входящих в них положительных и отрицательных объектов. Выборки составляли таким образом, что первая была произвольной, а последующие (}юрмировались добавлением нескольких описаний объектов к предыдущей выборке, т.е. осуществлялся постепенный рост обучающей выборки.
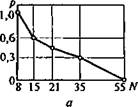
При обработке обучающих выборок на ЭВМ фиксировались показатели степени обученности и были получены зависимости этих показателей от величины обучающей выборки (рис. 5.22). Эти зависимости имеют монотонно убывающий характер.
Таким образом, при переходе от диалогового режима проектирования к пакетному более высокого уровня степень обученности системы следует оценивать с помощью экзаменующей выборки непосредственно во время процесса проектирования. Обучающие выборки следует накапливать на внешних носителях информации и использовать по мере роста этих выборок.
|
|
р о,6«
0,3'
о
| Г-Ф—-< | ц_/ |
15 21 35 55 N
б
Рис. 5.22. Зависимость частоты р ошибок от величины обучающей выборки N :
а — при оценке степени обученности системы; 6 — при распознавании положительных / и отрицательных 2 объектов
207
При достижении показателя степени обученное™ системы значений, удовлетворяющих технолога-проектировщика (р= 5... 10 %), следует переходить к пакетному режиму более высокого уровня.
5.6. Развитие систем проектирования
Эффективность создания и эксплуатации автоматизированных производственных систем обеспечивается интеграцией отдельных автоматизированных систем: АСПИ, САПР К (конструирование), САПР ТП (АСТПП), АСУ ТП, АСУ. За рубежом такие системы получили название С1М (Computer Integrated Manufacturing).
В качестве примера приведена интегрированная автоматизированная система проектирования ТП и АСУ ТП при изготовлении деталей на многопозиционных станках с ЧПУ. Вначале проектировался технологический процесс и создавалась базовая управляющая программа. При изготовлении деталей возникали отказы, которые регистрировались. Проводился анализ производственной ситуации и принималось решение о дальнейший действиях (рис. 5.23).
Управляющие программы строились таким образом, чтобы можно было исключить отдельные их фрагменты при возникновении отказов. Например, для обработки стороны корпусной детали тре-
Проектирование ТП и подютовка УП
Управление структурой и параметрами ТП в процессе изготовления деталей
Анализ
производственной
ситуации
Остановка оборудования
Нет
Обработку* ^[родолжить^
 Восстанонительные работы
Восстанонительные работы
Изменение УП
 Базовая УП
Базовая УП
Оперативная информация
208
Изготовление деталей
Регистрация отказов или моментов, предшествующих отказам
Рис. 5.23. Алгоритм и процедуры принятия решений: ТП — технологический процесс; УП — управляющая программа
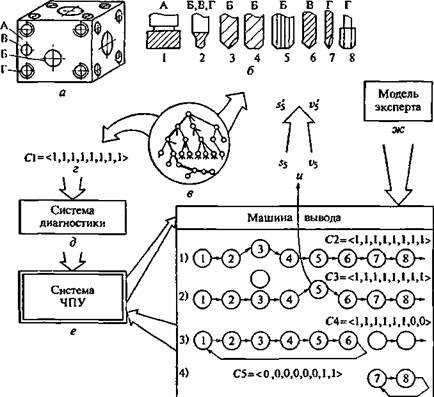
буется обработать поверхности А, Б, В, Г (рис. 5.24) с помощью восьми инструментов (шифр операций 1 —8). На стадии технологического проектирования необходимо разработать базовый технологический процесс, представленный в виде графа на рис. 5.24, в.
5) Останов С6=<0,0,0,0,0,0,0,0>
з
Рис. 5.24. Схема функционирования интегрированной системы проектирования технологического процесса по изготовлению деталей на многопозиционном станке с (числовым программным управлением):
а — эскиз летали с указанием обрабатываемых поверхностей (А — плоскость, Б — большое отверстие, В — малое отверстие, Г — резьбовые отверстия); б — режущие инструменты для обработки поверхностей А, Б, В, Г (шифр операций, выполняемых соответствующим инструментом: I — фреза; 2 — центровое сверло; 3 — сверло; 4 — зенкер; 5 — развертка; 6 — сверло; 7 — сверло; 8 — метчик); в — граф вариантов технологического маршрута; г — начальный булев вектор С1; д — система диагностики; е — система ЧПУ; ж — модель эксперта; з~ машина вывода (приведены пять ситуаций); в кружках 1 —8 — технологические переходы; С2, Ci , С4, С5, С6 — булевы векторы, учитывающие возникающие отказы; и — изменение режимов резания подачи $5 и скорости v % соответственно до Ss и v ' b
209
Жирной линией показана цепь последовательности обработки поверхностей А, Б, В, Г, а также базовая управляющая программа. Происходит автоматическая оценка текущих производственных ситуаций. Модель эксперта предусматривает алгоритм выработки решений дальнейших действий в случае возникновения отказов.
Модель эксперта связана с машиной вывода, которая испытывает одновременное воздействие диагностической (рис. 5.24, д) или контролирующей систем. В зависимости от сложившейся ситуации могут возникнуть разные решения для устранения появившихся отказов или обхода их.
Если процесс обрабогки детали происходит нормально (по базовому технологическому процессу), булев вектор выполнения переходов имеет вид С\ =<1,1,1,1,1,1,1,1> (рис. 5.24, г).
При возникновении отказов возможны следующие ситуации (рис. 5.24, з):
1) замена инструмента 3 дублирующим — булев вектор С2 =
2) замена инструмента 5 эквивалентным 5' с изменением режима резания (подачи s ' s и скорости ь'$х>слънш) (см. рис. 5.24, и) — булев вектор СЗ = <1,1,1,1,1,1,1,1>;
3) поломка инструмента 7 (тело инструмента осталось в отверстии), переходы 7 и 8 пропускаются и запоминаются — булев вектор С4 = <1,1,1,1,1,1,0,0>;
4) выполнение додслочных переходов 7 и 8 в другую смену — булев вектор С5 =<0,0,0,0,0,0,1,1>;
5) отказ технологической системы (останов оборудования) — булев вектор С6 = <0,0,0,0,0,0,0,0>.
Модульные структуры управляющих программ в банке данных БнД УП формируются в интерпретаторе. Получаемая реакция от системы диагностики или контроля дает воздействие на уровне У П. Происходит корректирующее воздействие.
Основой для объединения разных по назначению автоматизированных систем в комплексное автоматизированное производство является общность стратегии создания систем и применение для разработки составляющих их подсистем и основных средств обеспечения инструментальных средств.
Дальнейшее развитие систем автоматизированного проектирования в машиностроении связывается с интенсивным развитием научно-исследовательских опытно-конструкторских работ (НИОКР) в области компьютерных технологий, созданием компьютерных виртуальных конструкций, технологии, оснастки, инструментов и производств, которое приведет к значительному ускорению освоения выпуска новых изделий. Использование методов промышленной логистики дает возможность на стадии проектирования минимизировать издержки на освоение новой продукции.
210
Методология проектирования собственной продукции, а также специальное программное обеспечение относится к категории «ноу-хау» и будет составлять коммерческую тайну предприятия. Поэтому использование инвариантных систем проектирования, поставляемых зарубежными фирмами, будет иметь ограниченный характер, так как они не обеспечивают скачок в повышении качества продукции. Получение экономической отдачи от вложенных средств н компьютерные технологии проектирования и производства требует от предприятий поэтапного и системного подхода к проведению работ по компьютеризации, созданию определенной «критической массы» специализированного программного продукта, обеспечивающего окупаемость произведенных затрат и получение прибыли.
Предпочтение получают интеллектуальные системы. Основой для создания таких САПР является искусственный интеллект на базе эвристического программирования. В этом случае значимы эвристики, основанные на дальнейшем развитии научных основ технологии машиностроения, в частности, на создании теории и практики принятия решений, в том числе формализованных.
Дальнейшее развитие САПР связано с глобальными процессами информатизации и компьютеризации, что открывает широкие возможности повышения эффективности в машиностроении. Эти возможности стали реальностью в развивающейся совокупности методов и средств CALS-технологий, представленных в серии международных стандартов.
Дата: 2018-12-28, просмотров: 386.