1. Скорость главного движения резания (шлифовального круга)
Vк = 30м/с [4. табл. 55стр301]
2. Скорость заготовки
Vз = 20 м/мин [4. табл. 55стр301]
3. Определяем частоту вращения заготовки, соответствующую принятой скорости
 , об/мин
, об/мин
dз - диаметр заготовки.
бесступенчатое регулирование в пределах диапазона
4. Глубина шлифования
t = 0,01мм [4. табл. 55стр301]
5. Определяем продольную подачу на оборот заготовки
S = (0,4-0,7) Вк, мм/об [4. табл. 55стр301]
S = 0,4  25 = 10 мм/об
25 = 10 мм/об
6. Определяем мощность, затрачиваемую на резание
Nрез = СN • Vдr • tX • SY • dq
СN= 0,36; r = 0,35; х = 0,4; у = 0,4; q = 0,3 [4. табл. 56 стр 303]
Nрез = 0,36 • 200,35• 0,010,4•100,4  кВт
кВт
Nшп=7,5 • 0,8 =6 кВт. Nрез  Nшп
Nшп
7. Основное время
 (мин) Sx = t
(мин) Sx = t
L = l -0,6 Вк = 35- 0,6  25 = 20мм К = 1,2 - обработка чистовая
25 = 20мм К = 1,2 - обработка чистовая

Эскиз обработки
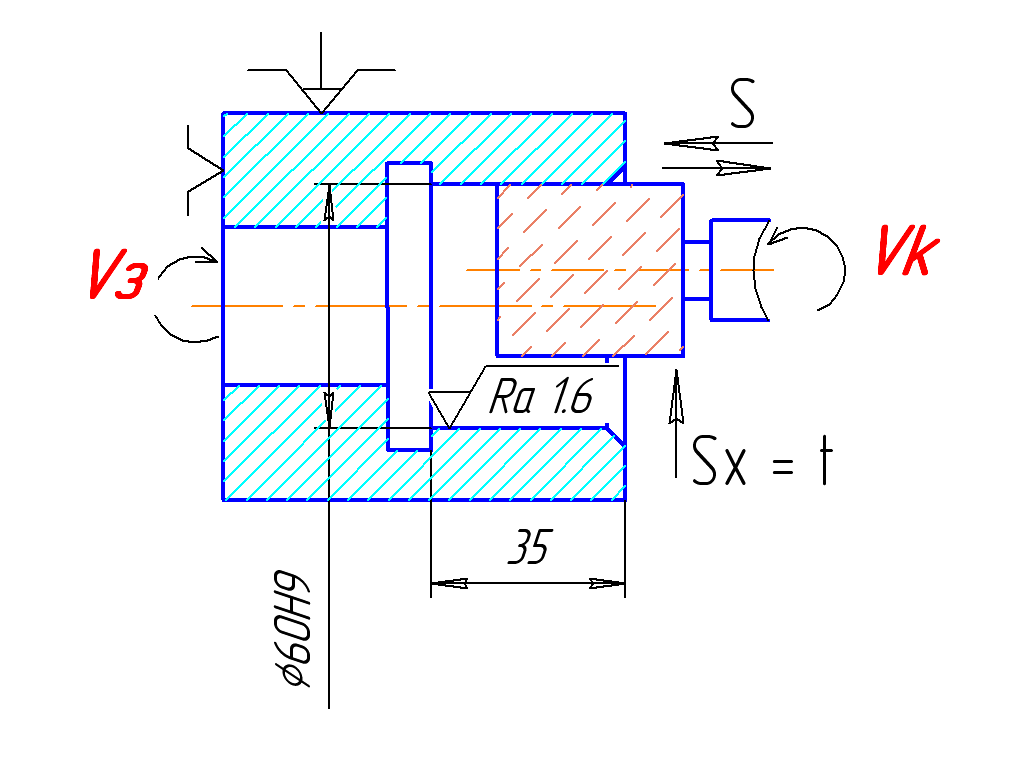
Рис. 21
Пример расчета элементов режима резания при плоском шлифовании
Задание: На плоскошлифовальном станке 3П722с прямоугольным столом шлифуется плоская поверхность заготовки прямоугольной формы шириной В и длиной l; высота заготовки h1. Припуск на сторону h. На магнитном столе станка установлено q заготовок. Необходимо: выбрать шлифовальный круг; назначить режим резания; определить основное время.
Таблица 29
| № варианта | Материал заготовки
| Ra, мкм | В | l | h1 | h | q | Способ расположения заготовок на столе станка |
| мм | ||||||||
| 1 | Сталь 45 закаленная 40HRC | 0,8 | 110 | 150 | 20-0.02 | 0,25 | 12 | В 2 ряда по 6 шт. в ряду |
Выбор характеристики круга
1. Форма круга 1 - плоский прямого профиля.
2. Размер круга - Д х В х d 450  80 127
80 127
3. Шлифовальный материал 25А (электрокорунд белый)
4. Зернистость — 25
5. Индекс зернистости - Н
6. Структура – СМ2 - среднемягкая
7. Связка К7 - керамическая
8. Класс точности круга - А
9. Допустимая окружная скорость круга Vдоп = 35 м/сек.
Принятая маркировка характеристики круга
1.450 х 80 х 127 25А 25Н СМ2 К7 А 35м/с [3. к 143 стр. 348]
Назначение элементов режима резания
1. Скорость главного движения резания (шлифовального круга)
Vк = 30м/с [4. табл. 55стр. 302]
2. Скорость заготовки
Vз = 3 м/мин [4. табл. 55стр. 302]
3. Глубина шлифования
t = 0,005мм [4. табл. 55стр. 302]
4. Определяем поперечную подачу круга
Sо = 32мм/ход [1. табл. 312стр. 627]
5. Определяем мощность, затрачиваемую на резание
Nрез = СN • Vдr • tX • SY
СN= 0,52; r = 1; х = 0,8; у = 0,8; [4. табл. 56 стр. 303]
Nрез = 0,52 • 31• 0,0050,8•320,8  кВт
кВт
Nшп=7,5 • 0,8 =6 кВт.
Nрез Nшп
6. Основное время
 (мин)
(мин)
Sx = t
Н = Вз + Вк + 5
Вз – суммарная ширина шлифуемых поверхностей заготовок, установленных на столе
Вк – ширина круга
Н = 2 110 + 80 + 5 = 305мм
L = Lз + (10…15), мм
Lз – суммарная длина заготовок, установленных на столе
Lз = 6*150 + 15 = 915 мм
К = 1,2 - обработка чистовая
q – число заготовок, одновременно устанавливаемых на столе станка

Эскиз обработки
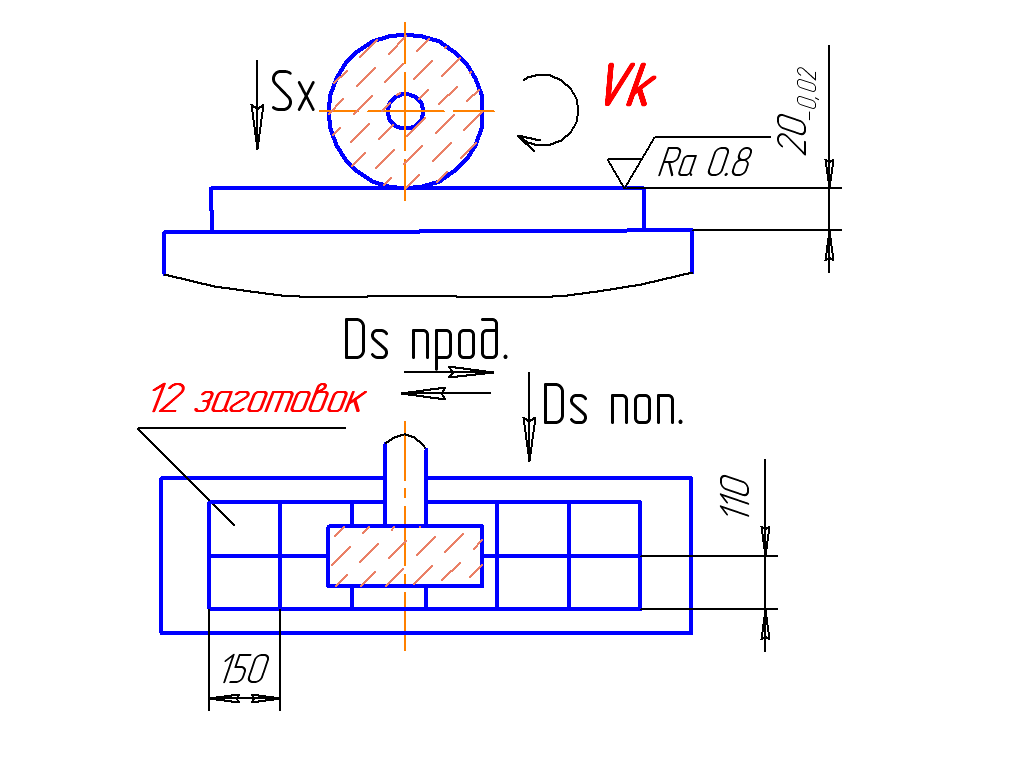
Рис. 22
Эскиз обработки при наружном бесцентровом шлифовании на проход
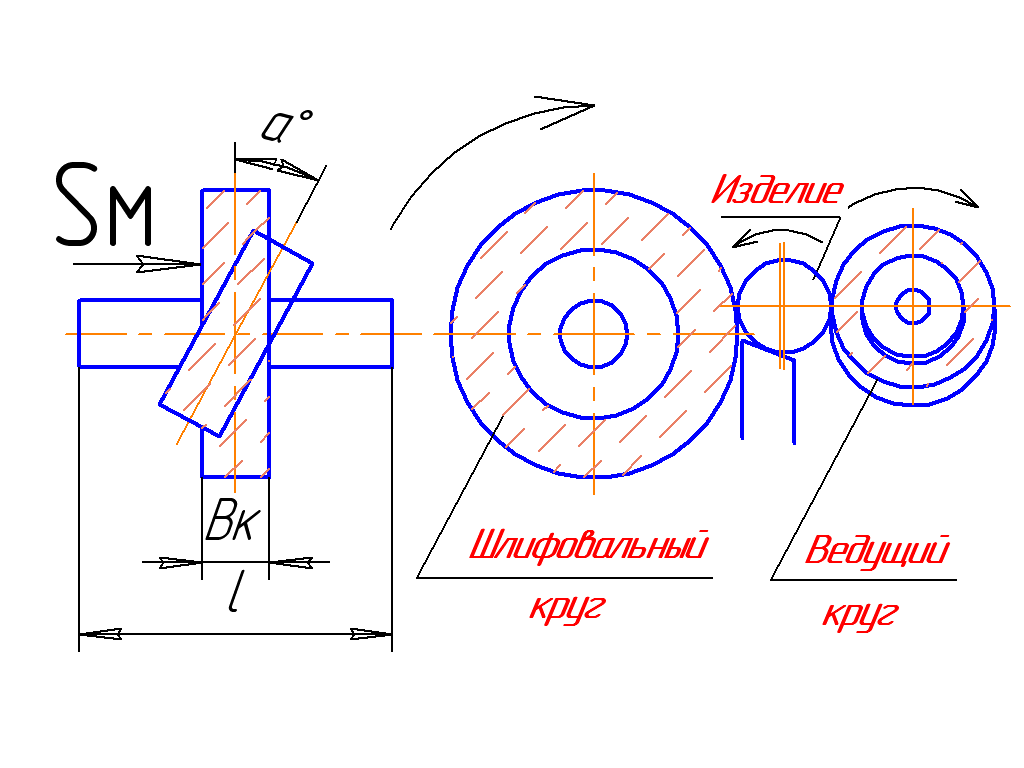
Рис. 23
То = 
q – число деталей в партии
Sм – продольная подача детали, мм/мин
i – число проходов
Дата: 2019-02-02, просмотров: 791.