nд = 160 об / мин
( принимаем ближайшее меньшее значение )
4. Определяем действительную скорость резания
 ,м/мин
,м/мин

5. Определяем частоту вращения заготовки
nз =  , об/мин
, об/мин
nз =  = 1,1об/мин
= 1,1об/мин
6. Определяем крутящий момент
Мкр= 10См  Kp
Kp
Р – шаг резьбы
D – номинальный диаметр резьбы, мм
Кр = Км = 1 [4. табл. 50 стр. 298]
См = 0,046; y = 1,5; q = 1,1 [4. табл. 51 стр. 298]
Мкр = 10  0,046
0,046  1 = 184,7Н (18кгс)
1 = 184,7Н (18кгс)
7. Определяем мощность
N =  , кВт
, кВт
N = 
8. Определяем основное время.
То = 1,25/nз, мин
То = 1,25/1,1 = 1,14 мин.
Эскиз обработки
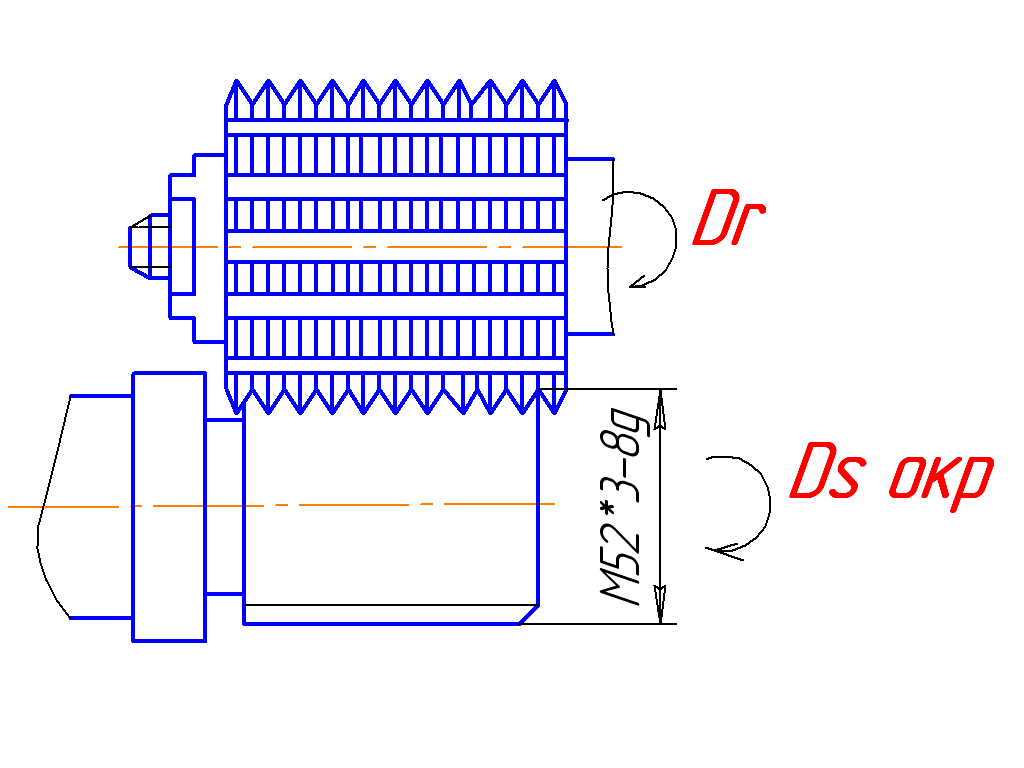
Рис. 15
Задание: На резьбофрезерном станке 5Б63 гребенчатой фрезой нарезают наружную метрическую резьбу. Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Обработка с охлаждением.
Таблица 21
| № вар. | Материал заготовки | Размеры резьбы, мм | |
| Д x Р | l | ||
| 1 | Сталь 35, σв = 52 кгс / мм² | М30 x 2 – 8g | 42 |
| 2 | Сталь 10, σв = 48 кгс / мм² | М42 x 3 – 8g | 60 |
| 3 | Сталь 40, σв = 54 кгс / мм² | М30 x 1,5 – 6g | 48 |
| 4 | Сталь 9ХС, σв = 58 кгс / мм² | М24 x 3 – 6g | 25 |
| 5 | Сталь 40 Х13, σв = 62 кгс / мм² | М18 x 1,5 – 8g | 20 |
| 6 | Серый чугун, 200 НВ | М45 x 2 – 8g | 50 |
| 7 | Cталь 20Х, σв = 55 кгс / мм² | М58 x 3 – 6h | 80 |
| 8 | Сталь ХВГ, σв = 58 кгс / мм² | М60 x 3 – 6h | 70 |
| 9 | Сталь 65Г, σв = 58 кгс / мм² | М74 x 1,5 – 6g | 65 |
| 10 | Ковкий чугун, 150 НВ | М50 x 3 – 8g | 28 |
| 11 | Сталь 40, σв = 54 кгс / мм² | М56 x 4 – 8g | 36 |
| 12 | Сталь 20ХН, σв = 55 кгс / мм² | М42 x 1,5 – 8g | 42 |
| 13 | Серый чугун, 180 НВ | М30 x 3 – 6g | 54 |
| 14 | Сталь 35, σв = 52 кгс / мм² | М28 x 2,5 – 8g | 28 |
| 15 | Сталь 35, σв = 52 кгс / мм² | М44 x 3 – 8g | 34 |
| 16 | Серый чугун, 200 НВ | М68 x 4 – 8g | 35 |
| 17 | Серый чугун, 220 НВ | М20 x 1,5 – 6g | 15 |
| 18 | Сталь 45, σв = 55 кгс / мм² | М22 x 2 – 8g | 38 |
| 19 | Сталь 15, бв = 48 кгс / мм² | М18 x 1,5 – 6g | 24 |
| 20 | Сталь У7, σв = 50 кгс / мм² | М24 x 2 – 8g | 18 |
| 21 | Сталь 30 ХГТ, σв = 58 кгс / мм² | М64 x 4 – 8g | 72 |
| 22 | Ковкий чугун, 150 НВ | М84 x 3 – 6h | 76 |
| 23 | Сталь 12ХН3А, σв = 55 кгс / мм² | М36 x 3 – 8g | 40 |
| 24 | Ст. 3, σв = 45 кгс / мм² | М40 x 2 – 8g | 64 |
ТЕМА 10 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ ЦИЛЛИНДРИЧЕСКОГО ОТВЕРСТИЯ
Цель работы
1.1. Приобретение навыков назначения режима резания и выбора режущего инструмента.
Содержание работы
2.1. Запись данных условий обработки для своего варианта.
2.2. Выбор режущего инструмента и выполнение расчета режима резания.
2.3. Оформление работы.
Перечень принадлежностей
3.1. Бумага писчая. Формат А4 - 4л.
3.2 Калькулятор, выполняющий функции yx
3.3. Прикладная программа КОМПАС 3D V11
Общие сведения
4.1. Для обработки отверстий протягиванием заготовку обычно предварительно сверлят или зенкеруют. После обработки обеспечиваются седьмой или девятый квалитеты (Н7-Н9), а параметры шероховатости обработанной поверхности достигают Ra=2,5....0,2 мкм. Материалом для протяжек служит легированная сталь ХВГ или быстрорежущие стали Р6К5, Р6М5, Р9 и Р18. Конструкции и размеры круглых протяжек приведены в ГОСТ 20364-74 и ГОСТ 20365-74.
Порядок выполнения работы
5.1. Записать данные своего варианта (см. таблицу 23)
5.2. Установить группу обрабатываемости протягиваемого материала [4. т. 53 стр.299]
5.3. Выбрать скорость резания [4. т. 52стр. 299]
5.4. Корректируем скорость главного движения резания по паспортным данным станка.
5.5. Определяем силу резания Рz [4. т. 54стр. 300]
5.6. Определяется общая длина режущей кромки одновременно участвующей в работе
В= π ·Д·(Zp/Zc)
Д- наибольший диаметр зубьев протяжки;
Zр - число зубьев, одновременно участвующих в работе;
Zс - число зубьев в секции.
Zр = (l / t0)+1
l - длина протягиваемой поверхности;
t0 - шаг черновых зубьев.
5.7. Определяется общая сила резания
Рz об =Рz·В.
5.8. Общая сила резания сравнивается с силой по паспорту станка
Рz об < Рz нор.
5.9. Определяется скорость резания, допускаемая мощностью электродвигателя станка.
 ,м/мин
,м/мин
Необходимо  .
.
5.10. Определяется мощность, требуемая на протягивание
 квт.
квт.
Сравнивается с эффективной мощностью
Nэф = N∂ · η
N∂- мощность двигателя
η - коэффициент полезного действия.
Nэф > Nрез
5.11. Определяется основное время
q - число одновременно обрабатываемых заготовок
К1 - коэффициент, учитывающий обратный ускоренный ход
i - число рабочих ходов
Lрх - длина рабочего хода протяжки
Lрх = ln + l + lдоп.
ln - длина рабочей части протяжки
ln=L+l1
lдоп - перебег lдоп = 30... .50 мм
V0X - скорость обратного хода по паспорту станка.
5.12. Выполняется схема обработки
6. Требования к оформлению расчета
6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания
Вариант № 31
Задание: На горизонтально-протяжном станке протягиваем цилиндрическое отверстие диаметром Д и длиной l. Параметр шероховатости обработанной поверхности Rа = 2мкм. Одновременно обрабатывается одна заготовка. Протяжка изготовлена из Р18.
Конструктивные элементы протяжки: подъем на зуб на сторону Sо; общая длина L; длина до первого зуба l1; шаг режущих зубьев tо. Число зубьев в секции Zс.
Геометрические элементы: передний угол γº ; задний угол на режущих зубьях α°. Необходимо: назначить режим резания; определить основное время. Модель станка 7523.
Таблица 22
| № варианта |
Материал заготовки
| Диаметр протягиваемого отверстия Д, мм
| Длина протягиваемого отверстия l, мм |
Конструктивные элементы
| |||||
| S0 мм/зу6 | L, мм | l1 мм | t0 мм | Zc | γº | ||||
| 31 | Серый чугун 240 НВ | 36Н7 | 44 | 0,025 | 510 | 265 | 8 | - | 12 |
1. Определяем группу обрабатываемости материала.
Группа II [4. т.53 стр.299]
2. Определяем скорость резания.
V = 5 м/мин [4. т.52 стр.299]
Скорость рабочего хода по паспорту станка
V= 1,5....11,5 м/мин.
3. Определяем силу резания.
Рz = 89 Н [4.т.54 стр.300]
4. Определяем общую длину режущей кромки, участвующей в работе
В=π·Д·(Zp/Zc)
Zс = 0 по условию
Zр = (l / t0)+1=(44 / 8)+1=6,5
В =3,14 · 36 · 6,5 =735 мм.
5. Общая сила резания.
Рz об = Рz • В = 89 • 735 = 65415 Н = 6,5 т.с (тонна сила)= 6541,5 кгс.
6. Сравниваем силы резания.
Рz об < Рz тяг
Рz тяг = 10 т.c. - по паспорту станка.
6,5 < 10 т.c.
7. Определяем скорость резания, допускавшую мощностью станка.
 м/мин;
м/мин;
Необходимо , 5<14.
8. Мощность, требуемая на протягивание
 кВт.
кВт.
Nэф=N∂ · η=18,5  0,85=15,7 кВт.
0,85=15,7 кВт.
Nэф > Nрез, 17,7>5,3 - Обработка возможна
9. Определяем машинное время.
Lрх = ln + l + lдоп.
ln= L-l1=510-256=245 мм,
l= 44 мм, lдоп = 30-50 мм.
Lрх = 245+44+50=339 мм,
V0X = 20 м/мин по паспорту станка
V=5м/мин
q= 1, i = число рабочих ходов = 1

Эскиз обработки
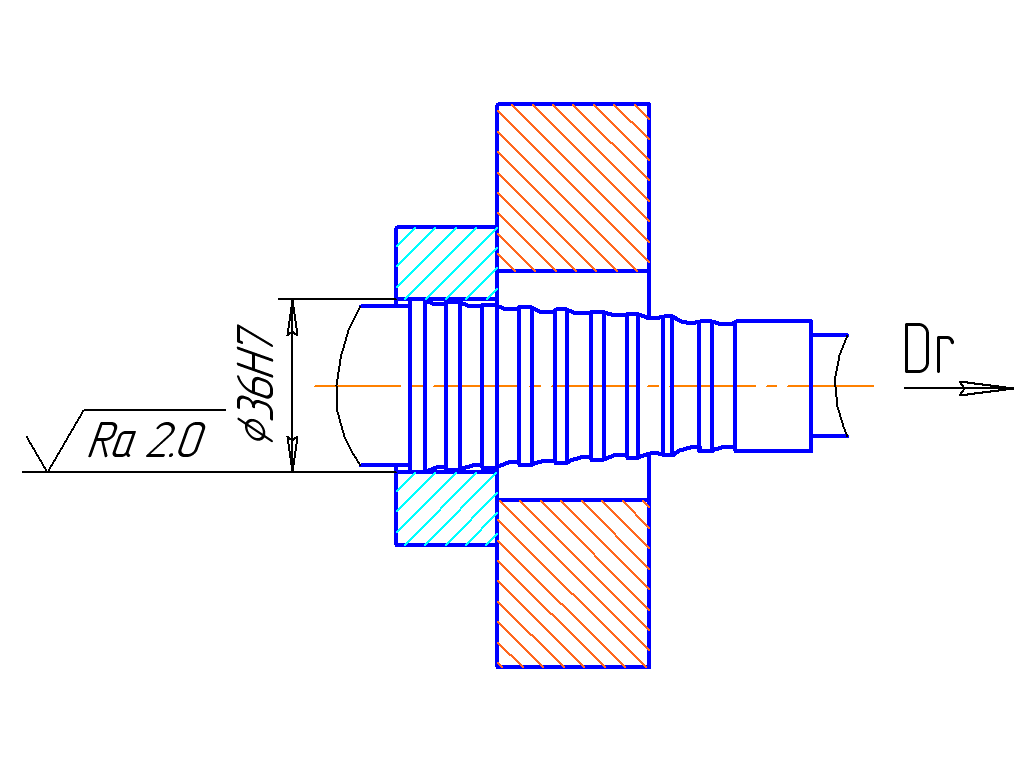
Рис. 16
Задание: На горизонтально- протяжном станке протягивают цилиндрическое отверстие диаметром Д и длиной l. Параметр шероховатости обработанной поверхности Rа = 2 мкм. Одновременно обрабатывается одна заготовка. Протяжка изготовлена из быстрорежущей стали Р18. Конструктивные элементы протяжки: подъем на зуб на сторону Sо, общая длина L; длина до первого зуба l1; шаг режущих зубьев tо/ Число зубьев в секции Zс. Геометрические элементы: передний угол γº ; задний угол на режущих зубьях α°. Необходимо: назначить режим резания; определить основное время. Модель станка 7523. Схема резания – переменного резания.
Таблица 23
| № варианта | Материал заготовки
| Диаметр протягиваемого отверстия Д, мм
| Длина протягиваемого отверстия l, мм | Конструктивные элементы
| |||||
| S0 мм/зу6 | L, мм | l1 мм | t0 мм | Zc | γº | ||||
| 1 | Сталь 20 ХН σв = 60 кгс/мм2 | 30Н8 | 40 | 0,2 | 540 | 200 | 10 | 2 | 15 |
| 2 | Сталь 45 ХН σв = 75 кгс/мм2 | 32Н7 | 50 | 0,25 | 480 | 210 | 8 | 2 | 15 |
| 3 | Серый чугун 215 НВ | 24Н9 | 45 | 0,02 | 580 | 260 | 12 | 3 | 10 |
| 4 | Сталь 40 σв = 65 кгс/мм2 | 38Н7 | 50 | 0,01 | 490 | 200 | 13 | 2 | 10 |
| 5 | Сталь 50 σв = 70 кгс/мм2 | 40Н9 | 60 | 0,16 | 700 | 320 | 9 | 3 | 15 |
| 6 | Серый чугун 210 НВ | 34Н8 | 35 | 0,12 | 685 | 310 | 16 | 3 | 15 |
| 7 | Сталь 20 σв = 50 кгс/мм | 48Н8 | 40 | 0,03 | 630 | 280 | 14 | 2 | 12 |
| 8 | Серый чугун 160 НВ | 50Н7 | 30 | 0,06 | 475 | 230 | 10 | 2 | 12 |
| 9 | Сталь 38 ХА σв = 68 кгс/мм2 | 42Н9 | 45 | 0,18 | 520 | 250 | 8 | 3 | 15 |
| 10 | Серый чугун 170 НВ | 37Н9 | 25 | 0,10 | 690 | 290 | 8 | 3 | 15 |
| 12 | Сталь ХВГ σв = 55 кгс/мм2 | 46Н9 | 45 | 0,16 | 560 | 260 | 18 | 3 | 13 |
| 13 | Сталь Х12М σв = 60 кгс/мм2 | 56Н7 | 50 | 0,01 | 710 | 315 | 11 | 2 | 15 |
| 14 | Сталь 40Г 229 НВ | 31Н8 | 25 | 0,2 | 500 | 200 | 8 | 2 | 15 |
| 15 | Серый чугун 175 НВ | 29Н7 | 38 | 0,03 | 480 | 190 | 12 | 3 | 15 |
| 16 | Сталь 35 σв = 50 кгс/мм2 | 25Н8 | 40 | 0,16 | 620 | 280 | 18 | 2 | 12 |
| 17 | Сталь У10 σв = 60 кгс/мм2 | 23Н9 | 43 | 0,22 | 670 | 300 | 16 | 2 | 15 |
| 18 | Сталь А20 168 НВ | 33Н7 | 36 | 0,02 | 540 | 240 | 14 | 2 | 10 |
| 19 | Сталь 65Г σв =60 кгс/мм2 | 39Н8 | 30 | 0,08 | 470 | 220 | 10 | 3 | 15 |
| 20 | Сталь 30Л σв = 50 кгс/мм2 | 47Н8 | 42 | 0,08 | 560 | 310 | 12 | 2 | 15 |
| 21 | Сталь 40 ХГС 225 НВ | 41Н7 | 35 | 0,04 | 580 | 320 | 14 | 2 | 15 |
| 22 | Ковкий чугун 220 НВ | 53Н9 | 45 | 0,12 | 430 | 200 | 10 | 3 | 12 |
| 23 | Сталь 9 ХС σв = 60 кгс/мм2 | 55Н7 | 40 | 0,06 | 650 | 260 | 16 | 3 | 12 |
| 24 | Сталь 40Х13 σв = 65 кгс/мм2 | 54Н8 | 28 | 0,11 | 710 | 320 | 18 | 2 | 15 |
| 25 | Серый чугун 210 НВ | 60Н9 | 32 | 0,13 | 420 | 210 | 10 | 2 | 15 |
| 26 | Сталь 15Г σв = 50 кгс/мм2 | 62Н8 | 30 | 0,16 | 490 | 240 | 11 | 2 | 15 |
| 27 | Сталь 10 δв =35 кгс/мм2 | 20Н8 | .26 | 0,11 | 540 | 210 | 8 | 2 | 15 |
| 28 | Сталь У710 σв = 58 кгс/мм | 22Н9 | 30 | 0,16 | 580 | 240 | 10 | 3 | 15 |
| 29 | Сталь 5 ХНН σв = 70 кгс/мм2 | 64Н7 | 35 | 0,04 | 630 | 270 | 12. | 2 | 15 |
| 30 | Ковкий чугун 180 НВ | 66Н9 | 35 | 0,16 | 700 | 310 | 10 | 2 | 12 |
Дата: 2019-02-02, просмотров: 892.