1. Скорость главного движения резания (шлифовального круга)
Vк = 30м/с
[4. табл. 55стр301]
2. Скорость заготовки
Vз = 20 м/мин
[4. табл. 55стр301]
3. Определяем частоту вращения заготовки, соответствующую принятой скорости
 , об/мин
, об/мин
dз - диаметр заготовки.
бесступенчатое регулирование в пределах диапазона
4. Глубина шлифования
t = 0,005мм
[4. табл. 55стр301]
5. Определяем продольную подачу на оборот заготовки
S = (0,2-0,4) Вк, мм/об [4. табл. 55стр301]
S = 0,2  63 = 31,5 мм/об
63 = 31,5 мм/об
6. Определяем мощность, затрачиваемую на резание
Nрез = СN • Vдr • tX • SY • dq
СN=2,65; r = 0,5; х = 0,5; у = 0,55; q=0 [4. табл. 56 стр 303]
Nрез = 2,65 • 200,5 • 0,0050,5 •31,50,55 =2,56 • 5,916 • 0,1 • 4,902= 7,7 кВт.
Nшп=7,5 • 0,8 =6 кВт.
Nрез > Nшп
Обработка не возможна. Необходимо уменьшить величину Vsокр в пределах диапазона.
Принимаем Vsокр = 20 м/мин
Nрез = 2,65 • 200,5 • 0,0050,5 •31,50,55 = 5,8 кВт.
Nрез < Nшп
5,8 < 6
7. Основное время
 (мин)
(мин)
Sx = t
L = l -0,2 Вк = 350- 0,2 63 = 337,4мм
К = 1,4 - обработка чистовая
 мин
мин
Эскиз обработки
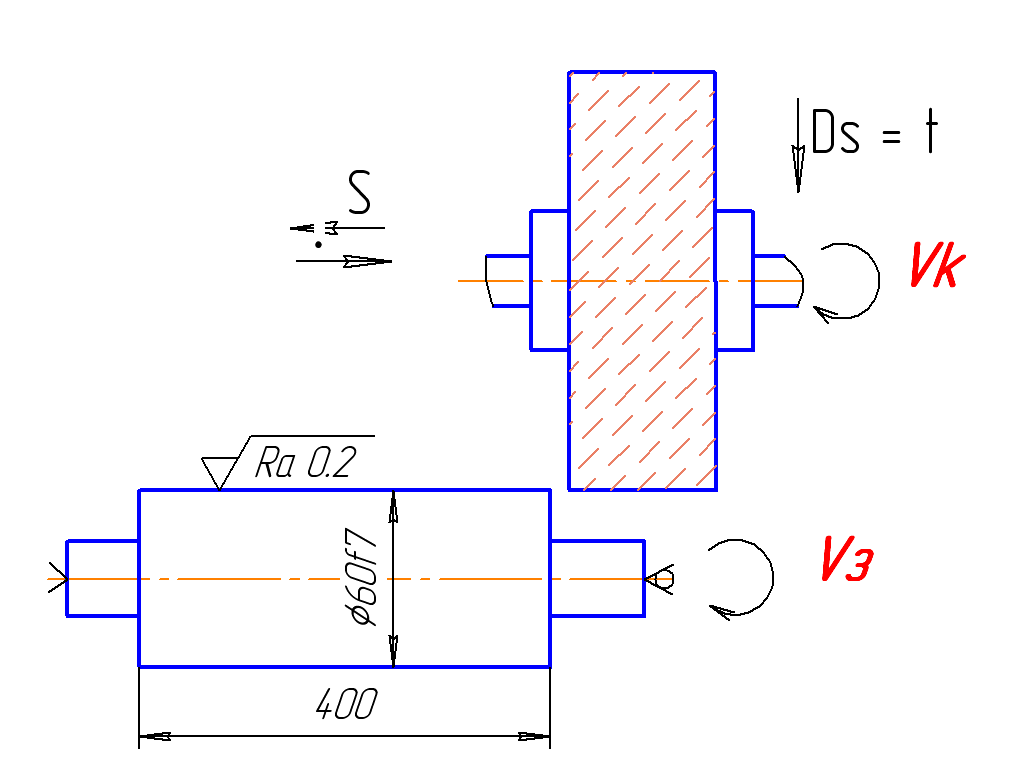
Рис. 20
Таблица 27
| № варианта | Материал заготовки
| Обработка параметров шероховатой поверхности Ra, мкм | dз | l | l1 | h | Движение подачи | |
| мм | ||||||||
| 1 | Сталь 40ХНМА закаленная, 56НRС | Чистовая 0,4 | 60h7 | 200
| 250 | 0,15 | Продольное в упор | |
| 2 | Сталь40Х закаленная 42НRC | Чистовая 0,4 | 45f7 | 240
| 270 | 0,2 | Продольное на проход | |
| 3 | Сталь 45 не закаленная | Предварительная 1,6 | 30h8 | 30
| 50 | 0,25 | Радиальное | |
| 4 | Сталь 45XН закаленная | Чистовая 0,8 | 38h7 | 40
| 55 | 0,2 | Радиальное | |
| 5 | Сталь 10 не закаленная | Предварительная 1,6 | 42h9 | 260
| 300 | 0,22 | Продольное в упор | |
| 6 | Сталь 65Г закаленная 58НRC | Чистовая 0,8 | 58h7 | 300
| 340 | 0,15 | Продольное на проход | |
| 7 | Сталь 3 5 не закаленная | Предварительная 1,6 | 4бh9 | 30
| 50 | 0,25 | Радиальное | |
| 8 | Сталь45X закаленная 46НRC | Чистовая 0,4 | 75h7 | 50
| 350 | 0,18 | Радиальное | |
| 9 | Сталь 40 закаленная 42НRC | Чистовая 0,8 | 50h8 | 50
| 80 | 0,2 | Радиальное | |
| 10 | Сталь 45 не закаленная | Предварительная 1,6 | 80h9 | 180
| 220 | 0,25 | Продольное в упор | |
| 11 | Сталь 20 не закаленная | 1,6 | 64h9 | 300
| 340 | 0.25 | Продольное в упор | |
| 12 | Сталь У 10 закаленная 61НRC | Чистовая 0,4 | 25h6 | 20
| 50 | 0,2 | Радиальное | |
| 13 | Сталь 9хС закаленная 54НRC | Чистовая 0,4 | 20h6 | 270
| 300 | 0,2 | Продольное на проход | |
| 14 | Сталь 15 не закаленная | Предварительная 1,6 | 28h9 | 150
| 200 | 0,25 | Продольное на проход | |
| 15 | Сталь ХВГ закаленная 46НRC | Чистовая 0,4 | 34h7 | 52
| 70 | 0,15 | Радиальное | |
| 16 | Сталь 20X не закаленная | Предварительная 1,6 | 40h9 | 35
| 50 | 0,2 | Радиальное | |
| 17 | Сталь 20 не закаленная | Чистовая 0,8 | 56h8 | 350
| 370 | 0,2 | Продольное на проход | |
| .18 | Сталь 35 не закаленная | Предварительная 1,6 | 84f9 | 310
| 500 | 0,25 | Продольное на проход | |
| 19 | Сталь 40XН закаленная 58НRC | Чистовая 0,4 | 70h7 | 280
| 320 | 0,2 | Продольное на проход | |
| 20 | Сталь У10А закаленная 59НRC | Чистовая 0,4 | 68q7 | 42
| 60 | 0,15 | Радиальное | |
| 21 | Сталь ХВГ закаленная 40НRC | Предварительная 1,6 | 52h9 | 400
| 450 | 0,25 | Продольное на проход | |
| 22 | Сталь 45 закаленная 37НRC | Чистовая 0,8 | 15h8 | 340
| 400 | 0,2 | Продольное на проход | |
| 23 | Сталь 65 закаленная 42НRC | Чистовая 0,5 | 18h7 | 28
| 40 | 0,15 | Радиальное | |
| 24 | Сталь 9XC не закаленная | Предварительная 1,6 | 22h9 | 34
| 40 | 0.2 | Радиальное | |
| 25 | Сталь 5 не закаленная | Предварительная 1,6 | 26h9 | 42
| 60 | 0,25 | Радиальное | |
| 26 | Сталь 50 закаленная 45НRC | Чистовая 0,5 | 37h8 | 35
| 50 | 0,15 | Радиальное | |
| 27 | Сталь 95 X18 закаленная 52НRC | Чистовая 0,4 | 35h6 | 190
| 220 | 0,2 | Продольное на проход | |
| 28 | Сталь 36НXТЮ незакаленная | Предварительная 1,6 | 43h9 | 450
| 480 | 0,25 | Продольное на проход | |
| 29 | Сталь 20Х13 закаленная 42НRC | Чистовая 0,8 | 57q7 | 300
| 350 | 0,3 | Продольное на проход | |
| 30 | Сталь 40X13 закаленная 55НRC | Чистовая 0,8 | 49h7 | 120
| 160 | 0,2 | Продольное на проход | |
Пример расчета элементов режима резания при внутреннем шлифовании
Задание: На внутришлифовальном станке 3К228В шлифуется глухое отверстие диаметром D и длиной l. Припуск на сторону h. Необходимо: выбрать шлифовальный круг; назначить режим резания; определить основное время.
Таблица 28
| № варианта | Материал заготовки
| Обработка параметров шероховатость поверхности Ra, мкм | dз | l | l1 | h | Движение подачи | |
| мм | ||||||||
| 1 | Сталь 45 не закаленная | Черновая, 1,6 | 60Н9 | 35
| 70 | 0,3 | Продольное | |
Выбор характеристики круга
1. Форма круга 1 - плоский прямого профиля.
2. Размер круга - Д х В х d Д = 60*0,9 = 54мм 50х25х16
3. Шлифовальный материал 25А (электрокорунд белый)
4. Зернистость — 40
5. Индекс зернистости - Н
6. Структура - СТ2 - среднетвердая
7. Связка К8 - керамическая
8. Класс точности круга - А
9. Допустимая окружная скорость круга Vдоп = 35 м/сек.
Принятая маркировка характеристики круга
1. 50 х 25 х 16 25А 40Н СТ2 К8 А 35м/с [3. к 143 стр. 348]
Дата: 2019-02-02, просмотров: 855.