1. Определяем глубину резания
t = b = 5 мм
2. Назначаем подачу
So = 0.16 – 0.23 мм /об [4. табл.15 стр. 268]
Sд = 0.2 мм /об по паспорту станка
3.Определяем скорость главного движения резания.
Определяем значение коэффициента - Сv и показателей степеней у и m
Сv = 47; y = 0,8; m = 0,2 [4. табл. 17 стр. 269]
Определить соответствующие поправочные коэффициенты
Км - коэффициент, учитывающий влияние материала заготовки
Км = Кr  n = 1 Кr = 0,95 [4. табл. 1,2 стр. 261-262]
n = 1 Кr = 0,95 [4. табл. 1,2 стр. 261-262]
Км =  = 1,02
= 1,02
Кn - коэффициент, учитывающий состояние поверхности
Кп = 0,9 [4. табл.5 стр.263]
Кu - коэффициент, учитывающий материал инструмента
Кu = 1 [4.табл.6 стр.263]
Кφ = 0,7; Кφ1 =1; Кr = 0,94 [4. табл. 18 стр. 271]
Определяем общий поправочный коэффициент на скорость резания
Кv = Км  Кn Кu Ку Ку Кr - при обычной обработке.
Кn Кu Ку Ку Кr - при обычной обработке.
Кv = 1,02 0,9 0,7 1 0,94 = 0,6
V = 
4. Определяем частоту вращения шпинделя

Корректируем число оборотов по паспорту станк
nд = 160 об / мин
5. Определяем действительную скорость резания

6. Определяем силу резания
Рz = 10 Cp tX SоY Vn Кр, Н
Выписываем значения коэффициентов и показателей степеней формулы;
Cp = 408 X = 0,72 Y= 0,8 n = 0 [4. табл.22 стр. 273]
Определяем соответствующие поправочные коэффициенты;
Км - коэффициент на характеристику механических свойств обрабатываемого материала
Км = (  n = 0.75 [ 4. табл 9 стр. 264]
n = 0.75 [ 4. табл 9 стр. 264]
Км = (  = 0,95
= 0,95
Кγ = 1- коэффициент на передний угол γ
Кφ = 0,89- коэффициент на главный угол в плане
Кλ = 1- коэффициент на угол наклона режущей кромки [4. табл.23 стр. 275]
Кр = 0,95 1 0,89 1 = 0,84
Рz = 10 408  10 408 3,19 0,27 1 0,84 = 2951,8Н = 295кгс
10 408 3,19 0,27 1 0,84 = 2951,8Н = 295кгс
7. Определяем мощность, затрачиваемую на резание по формуле
N =  ,кВт
,кВт
N =  = 0,19 кВт
= 0,19 кВт
Проверяем, достаточна ли мощность станка
N рез < N шп - условие обработки
N шп = Nд · η = 10 · 0,75 = 7,5 квт
Nд - мощность двигателя станка
η - коэффициент полезного действия.
Nшп  N
N
8. Определяем основное время.

L = l + y + ∆ ; ∆ = 2…5мм ; y = 0 [3. прил. 4 стр. 373 ]
l =  = 2мм
= 2мм
L = 2 + 5 = 7 мм
(см. слайд 14 приложение 2.14)
Эскиз обработки
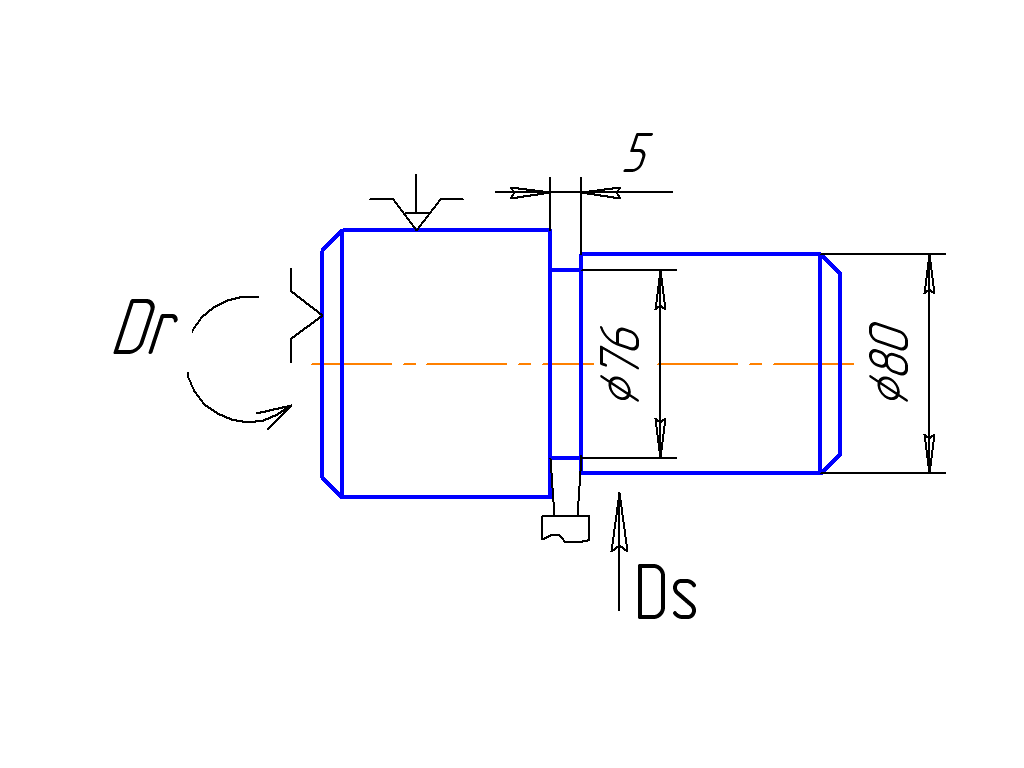
Рис. 8
Задание: На токарно – винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d, длина обрабатываемой поверхности l, длина заготовки l1 необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время
Таблица 8
| № варианта
| Материал заготовки
| Заготовка
| Способ крепления заготовки
| Обработка и параметр шероховатости, мкм
| Система станок инструмент-заготовка
| D
| d
| 1 | L1
| |||
| мм
| ||||||||||||
| 1 | Сталь Ст5, σB== 600 МПа (60 кгс/мм2) | Поковка | В центрах | Обтачивание на проход черновое; Rz = 80 | Средняя | 90 | 83h14 | 290 | 450 | |||
| 2 | Серый чугун, 160 НВ | Отливка с коркой | В патроне | Обтачивание на проход черновое; Rz = 80 | Жесткая | 100 | 92h14 | 40 | 65 | |||
| 3 | Сталь 45, σB == 680 МПа ( 68 кгс/мм2) | Прокат предварительно обработанный | В центрах | Обтачивание в упор, полу чистовое; Rа == 2,0 | Не жесткая | 52 | 50h12 | 550 | 740 | |||
| 4 | Серый чугун, 200 НВ | Отливка с коркой | В патроне с поджатием центром задней бабки | Обтачивание до кулачков черновое; Rz = 40 | Средняя | 90 | 82h14 | 340 | 400 | |||
| 5 | Сталь, 45Х, σB =750 МПа ( 75 кгс/мм2) | Поковка предварительно обработанная | В патроне | Обтачивание в упор получистовое; Rz = 20 | 122 | 120h11 | 95 | 250 | ||||
| 6 | Бронза Бр.АЖ-9-4, 120 НВ | Отливка с коркой | В патроне с поджатием центром задней | Обтачивание до кулачков черновое; Rz = 80 | Средняя | 108 | 102h14 | 440 | 500 | |||
| 7 | Серый чугун, 220 НВ | Отливка без корки | В патроне | Обтачивание на проход полу чистовое; Rа = 2,0 | Жесткая | 152 | 150h10 | 50 | 80 | |||
| 8 | Сталь 40ХН, σB = 750 МПа ( 75 кгс/мм2) | Поковка | В центрах | Обтачивание на проход черновое; Rz = 80 | Не жест кая | 64 | 57h14 | 40 | 820 | |||
| 9 | Силумин АЛ2, 50 Н В | Отливка без корки | То же | Обтачивание в упор полу- чистовое; Rz = 20 | Жесткая | 160 | 158h11 | 75 | 105 | |||
| 10 | Сталь 20, σB = 500 МПа ( 50 кгс/мм2) | Поковка | В центрах | Обтачивание на проход черновое; Rz = 80 | Средняя | 72 | 67h13 | 225 | 390 | |||
Задание: На токарно-винторезном станке 16К20 подрезается торец заготовки диаметром D до диаметра d , припуск на обработку h длина заготовки l 1 необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время. Способ крепления заготовки в самоцентрирующем патроне.
Таблица 9
| № варианта
| Материал заготовки
| Заготовка
| Обработка и параметр шероховатости, икм
| Система станок инструмент-заготовка
| D
| d
| 1 | L1
| |||
| мм
| |||||||||||
| 11 | Сталь Х18Н9Т 141НВ | Прокат, предварительно обработанный | Подрезка сплошного торца получистовая; Rz = 40 | Жесткая | 120 | 0 | 2 | 45 | |||
| 12 | Серый чугун, 180 НВ | Отливка с коркой | Подрезка торца втулки черновая; Rz = 80 | Средняя | 150 | 115 | 3,5 | 250 | |||
| 13 | Сталь 20ХН, σB = 600 МПа (60 кгс/мм2) | Поковка | Подрезка уступа черновая; Rz = 80 | Жесткая | 180 | 100 | 2,5 | 70 | |||
| 14 | Силумин АЛЗ, 65 НВ | Отливка без корки | Подрезка торца втулки получистовая; Rа = 2,0 | Средняя | 100 | 85 | 1,5 | 200 | |||
| 15 | Сталь 40Х, σB =700 МПа (70 кгс/мм2) | Прокат, предварительно обработанный | Подрезка сплошного торца получистовая; Rа = 2,0 | Жесткая | 80 | 0 | 1 | 100 | |||
| 16 | Серый чугун, 210 НВ | Отливка без корки | Подрезка уступа получистовая; г == 40 | Средняя | 110 | 60 | 1,5 | 40 | |||
| 17 | Латунь ЛКС80-3-3, 90 НВ | Отливка с коркой | Подрезка торца втулки черновая; Rz = 80 | Средняя | 90 | 75 | 3 | 160 | |||
| 18 | Серый чугун, 170 НВ | То же | Подрезка уступа черновая; Rz = 80 | Жесткая | 160 | 100 | 3 | 60 | |||
| 19 | Сталь 45ХН; σB =750 МПа ( 75 кгс/мм2) | Поковка, предварительно обработанная | Подрезка сплошного торца получистовая; Rа = 2,0 | Средняя | 200 | 0 | 1 | 65 | |||
| 20 | Серый чугун, 215 Н В | Отливка с коркой | Подрезка торца втулки черновая; Rz = 80 | Средняя | 85 | 70 | 3,5 | 150 | |||
Задание: На токарно-винторезном станке 16К20 прорезается канавка диаметром D до диаметра d , шириной B.
Необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время. Способ крепления заготовки в самоцентрирующем патроне.
Таблица 10
| № варианта
| Материал заготовки
| Заготовка
| Способ крепления заготовки
| Обработка
| Система станок инструмент-заготовка
| D
| d
| 1 | |||
|
| |||||||||||
| 21 | Сталь Ст5, σB== 600 МПа (60 кгс/мм2) | Поковка | В центрах | Прорезка канавки | Средняя | 90 | 83 | 6 | |||
| 22 | Серый чугун, 160 НВ | Отливка с коркой | В патроне | То же | Жесткая | 100 | 92 | 4 | |||
| 23 | Сталь 45, σB == 680 МПа (68 кгс/мм2) | Прокат предварит. обработанный | В центрах | То же | Нежесткая | 52 | 45 | 6 | |||
| 24 | Серый чугун, 200 НВ | Отливка с коркой | В патроне с поджат. центром задней бабки | То же | Средняя | 90 | 82 | 4 | |||
| 25 | Сталь, 45Х, σB =750 МПа (75 кгс/мм2) | Поковка предв. обработанная | В патроне | То же | 122,5 | 115 | 5 | ||||
| 26 | Бронза Бр.АЖ-9-4, 120 НВ | Отливка с коркой | В патроне с поджат. центром задней бабки | То же | Средняя | 110 | 102 | 3 | |||
| 27 | Серый чугун, 220 НВ | Отливка без корки | В патроне | То же | Жесткая | 152 | 146 | 4 | |||
| 28 | Сталь 40ХН, σB ==750 МПа (75 кгс/мм2) | Поковка | В центрах | То же | Нежесткая | 64 | 57 | 6 | |||
| 29 | Силумин АЛ2, 50 Н В | Отливка без корки | То же | То же | Жесткая | 160 | 156 | 2 | |||
| 30 | Сталь 20, σB == 500 МПа | Поковка | В центрах | То же | Средняя | 72 | 67 | 3 | |||
Дата: 2019-02-02, просмотров: 1084.