Центробежное формование (иногда центробежное литье) — метод изготовления изделий в виде тел вращения — цилиндров (труб), втулок, подшипников скольжения и т. п. Этот метод, как правило, находит применение в тех случаях, когда размеры (габариты или толщина) изделия не позволяют изготовить его другими методами.
Для получения изделий по такой технологии в нагретую форму, торцы которой закрыты фланцами, загружают порцию расплава термопласта или жидкой смолы с отвердителем. Если термопласт загружают в форму в виде порошка или гранул, плавление полимера и его гомогенизация в обогреваемой форме существенно снижает производительность. Поэтому для ускорения процесса получения изделий нередко применяют экструдер с копильником, откуда в форму подается необходимый объем расплава.
В отличие от ротационного формования процесс осуществляется при высоких частотах вращения нагреваемой формы (до 150 с -1), поэтому под действием центробежных сил в материале развивается достаточно большое давление и усадка готового изделия невелика. После охлаждения и остановки снимаются фланцы, изделие извлекают из формы. Обычно внутренний слой изделия имеет более рыхлую структуру и удаляется механической обработкой для получения необходимого внутреннего диаметра. С учетом этого материал дозируют с запасом в 10-15%.
Наибольшее распространение этот метод находит в получении толстостенных труб большого диаметра из полиамидов, полиэфиров и других термопластов с низкой вязкостью расплава; из-за склонности этих полимеров к окислению полость формы заполняется инертным газом (С02, азот). При изготовлении изделий из полиамидов один из вариантов технологии предусматривает загрузку в форму расплава капролактама и катализатора анионной полимеризации, после чего нагретая форма приводится во вращение. Из-за высокой скорости полимеризации длительность процесса практически не зависит от толщины стенок формуемого изделия.
Вопросы для самоконтроля
1. Центробежное формование-это?
2. Изделия , изготавливаемые этим методом?
3. Отличия центробежного от ротационного формования
Лекция 29. Пултрузия
Быстро расширяющееся применение деталей из композитов в автомобильной и других крупномасштабных отраслях промышленности привлекает особое внимание к непрерывным производственным технологиям, используемым для производства этих конструкционных материалов. Непрерывный процесс их получения от сырья до готового продукта обеспечивает оптимальную эффективность производства в тех случаях, когда это оправдано объемом выпуска изделий. При работе с композиционными материалами, свойства которых зависят практически только от ориентации волокон, непрерывный процесс дает дополнительное преимущество, обеспечивая надежный контроль их ориентации и натяжения.
Изготовление гофрированных и плоских полупрозрачных листов - это самое старое непрерывное промышленное производство композиционных материалов. Однако машины с микропроцессорным управлением, предназначенные для непрерывной облицовки фанеры и других заполнителей композиционным материалом, получения конструкционных и покрытых металлом листов, трехмерных армированных изоляционных панелей, прямых и изогнутых конструкций с переменным поперечным сечением и меняющимися объемными пропорциями, уже внедряются в промышленность или разрабатываются, по мере того как непрерывная технология производства композитов идет в ногу с нуждами промышленности.
Пултрузия - способ непрерывного получения длинномерных прфильных деталей постоянного сечения из армированных ПКМ. Пултрузия получила своё название от английских слов «pull» — тянуть и «through» — сквозь/через. Причиной такому названию послужил сам процесс протягивания исходного материала сквозь фильеру, нагретую до температуры полимеризации матрицы ПКМ.
Принципиальная схема процесса показана на рис. 67. Изготовление материала заданного профиля осуществляется с помощью специальной пултрузионной машины. Технологический процесс палтрузии непрерывный и в зависимости от происходящих процессов разделен на следующие стадии. Разматываемые со шпуль жгуты армирующих волокон в сухом состоянии собирается определенным образом в пучок и с помощью направляющих устройств подаются в ванну, где смачивается полиэфирным, эпоксидным или другим связующим. Время пребывания волокон в пропиточной ванне должно обеспечивать полное пропитывание волокон связующим. Содержание смолы в жгутах
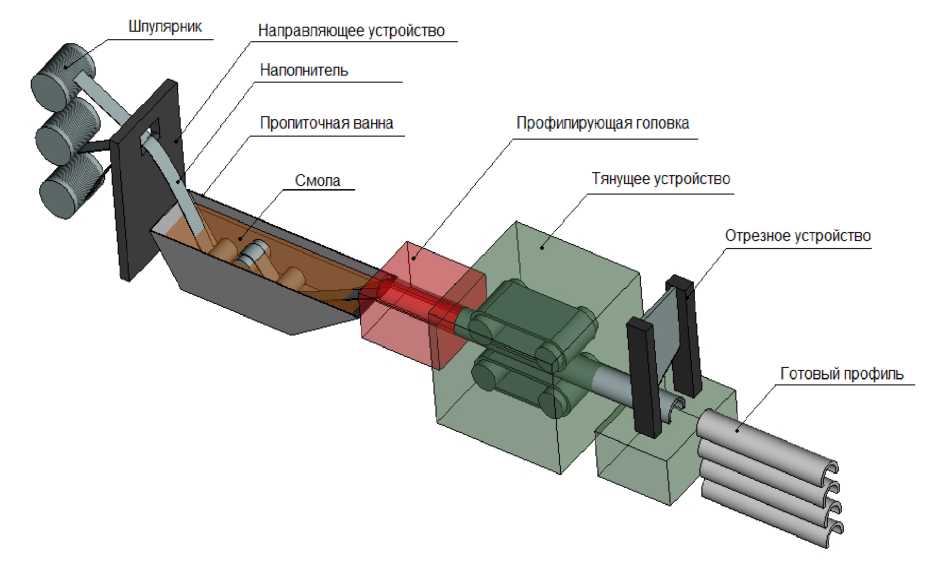
Рис. 67. Схема процесса пултрузии
после пропитки должно составлять около 30 %. Для предотвращения увеличенного содержания смолы в жгутах в конце ванны устанавливаются специальные отжимные валки, где волокна освобождаются от избытка смолы и включений воздуха. Связующее должно обладать низкой вязкостью и большой скоростью отверждения при повышенных температурах.

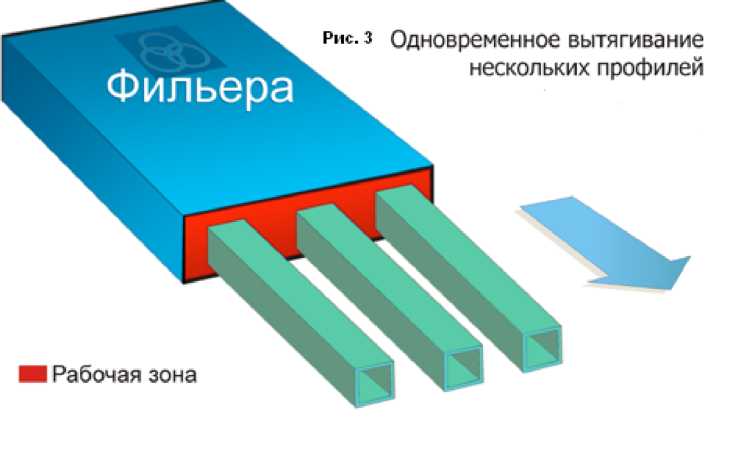
Рис68. Фильера.
Далее пропитанный материал поступает в нагретую фильеру, которая формирует конфигурацию профиля (рис. 68). Несколько комплектов нагревателей, находящихся в прямом контакте с фильерой, создают несколько зон нагрева (обычно 4...6), и обеспечивают оптимальные для процесса полимеризации температурный профиль. Температурный профиль задает система управления в зависимости от изделия и скорости протяжки. Как и в процессе экструзии, во время пултрузии возникают эффекты саморазогрева (экзотермическая реакция в полимере). В этой же головке есть и охлаждающий участок, который обеспечивает сохранность сечения профиля на выходе. Происходит отверждение композиции при заданном температурном режиме.
В результате на выходе получается профиль, конфигурация которого повторяет форму фильеры. Этим методом получают монолитные и полые профили с различной формой поперечного сечения - круглой, квадратной, треугольной, прямоугольной и т. д. Кроме того, пултрузией могут быть получены профили с Е-, Т- и I-образным поперечным сечением высотой до 300 мм, шириной до 150 мм и толщиной более 10 мм. Конечный материал, выходящий из фильеры - это сильно отвержденный продукт, не требующий обработки. Этот отвержденный погонажный продукт вытягивается из фильеры вытяжной машиной и в отрезной машине распиливается на готовые к использованию сегменты заданного размера.
При пултрузии в качестве наполнителей выступают непрерывные волокна: углеродные, стеклянные, арамидные и др. Наиболее широко используется волокно в виде ровницы, состоящей из 15 - 60 нитей, каждая из которых образована из 100 - 400 волокон толщиной 5-10 мкм. Размер и расположение волокон должны способствовать их пропитке и склеиванию. В некоторых случаях их подвергают термической или химической очистке, окраске. Помимо жгутов из непрерывных волокон можно использовать также тканые наполнители в виде лент.
В качестве матрицы для композиционных материалов, получаемых методом пултрузии, используют как термореактивные полимеры, такие как полиэфирные, эпоксидные, фенольные смолы, так и термопластичные полимеры, например, полипропилен или полиамид. Правильный выбор смолы позволяет увеличить химическую стойкость, теплостойкость, ударную и усталостную прочность материала. По мере того как осваивается промышленное производство смол и катализаторов, входящих в композиции, предназначенные специально для переработки этим методом, его производительность возрастает. В последнее время используют специальные «пултрузионные» смолы и отвердители оптимизированные для пултрузионного процесса, это повысило скорость процесса до 4...6 метров в минуту (первые пултрузионные установки имели скорость протяжки около 1 м/мин.)
Параметры формования оказывают значительное влияние на целостность композитного изделия. Правильный выбор скорости протяжки, температурный профиль фильеры, оптимальный объем волокна, выбор и совместимость волокон и полимерной матрицы, хорошая упаковка волокон, кинетические свойства полимера и правильная пропитка полимером являются ключевыми факторами, определяющими качество продукта. В оптимальном варианте по свойствам пултрузионные изделия превосходят детали, произведенные контактным формованием, они более монолитные, более кислото- и щелочестойкие. Строгий контроль натяжения волокна позволяет увеличить прочность даже при наиболее опасном для пултрузионной технологии межслойном сдвиге. Она на 30-35 % превышает аналогичный показатель материалов с войлочной структурой наполнителя, полученных вакуумным формованием.
Области применения пултрузионного профиля: оконный профиль, системы вентиляции, арматура для бетона, шумозащитные экраны, электроизоляторы, кабель -трассы, столбы для установки средств дорожного оснащения, трапы и поручни, строительные конструкции.
Армированный стеклопластиковый профиль, полученный с помощью пултрузии - строительный композитный материал XXI века с уникальным сочетанием свойств дерева, металла, полимера: высокой прочностью, низкой теплопроводностью, устойчивостью к агрессивным средам и резким перепадам температур, био-, влаго-, атмосферостойкостью. Результаты исследований показали, что долговечность конструкций с применением стеклопластика и стеклопластиковых профилей значительно превосходит срок службы аналогичных конструкций из других материалов. Стеклопластиковый профиль, полученный с помощью пултрузии, находит широкое применение в изготовлении окон, витражей и ограждающих конструкций, облицовки и арматуры электротехнического профиля, стеклопластиковой арматуры для бетона, элементов крепежных дюбелей, несущих (силовых) конструкций. Разработана технология производства стеклопластиковых труб и освоено оборудование для их производства. Такие трубы конкурентоспособны со стальными, чугунными, полиэтиленовыми, ПВХ - трубами. При этом стеклопластиковые трубы имеют такие значительные преимущества как высокая удельная прочность; высокая коррозионная стойкость, надежность и долговечность (50-80 лет); отсутствие "зарастания" внутренней поверхности и разрушения при замерзании в них воды. Затраты на монтаж и обслуживание таких труб минимальны, высока ремонтопригодность. Стеклопластиковые трубы пригодны для всех видов трубопроводов: холодного и горячего водоснабжения, канализации, химических трубопроводов, водостоков, мусоропроводов, вентиляции и др.
Вопросы для самоконтроля
1. Пултрузия-это?
2. Изделия изготавливаемые пултрузией?
3. Стадии пултрузии?
Дата: 2018-12-28, просмотров: 638.