Ручное формование
Ручное формование (контактный метод) представляет собой технологию придания изделиям необходимой формы вручную. Такой метод используется для получения изделий практически любого размера и сложности. Чаще всего для защиты изделий, формованных в ручную, от воздействия химикатов и окружающей среды на них наносится высокосмолистый слой, называемый поверхностным.
Поверхностный слой наносится на пресс-форму, предварительно обработанную антиадгезивом, кисточками или с помощью пистолетов-распылителей. Толщина такого слоя, как правило, составляет от 0,3 до 0,6 мм. Поверхностный слой служит в том числе и для придания изделиям определенного цвета. Если изделия предназначены для эксплуатации в жестких условиях, рекомендуется вкладывать в еще неотвердевший поверхностный слой нетканый материал из стекловолокна.
В процессе формования изделия термореактивиый полимер и стекловолокна наносятся попеременно, причем первым наносится полимер (распылителем или с помощью кисточки, шпателя и т. д.). При армировании важно интенсивно ввести стекловолокна (чаще всего используются стекломаты) в слой полимера, и, по возможности, следует избегать появления пузырьков воздуха. Введение стекловолоконного армирующего наполнителя осуществляется кисточками, а также валиками рифлеными или обтянутыми мехом (рис. 11.5)
Общепринятые армирующие наполнители при ручном формовании:
-Стекломаты; с весом на единицу площади, равным от 225 до 450 г/м2;
-Ровинги (жгуты); с весом на единицу площади, равным от 300 до 900 г/м2;
-Стекловолокно; с весом на единицу площади, равным от 40 до 500 г/м2.
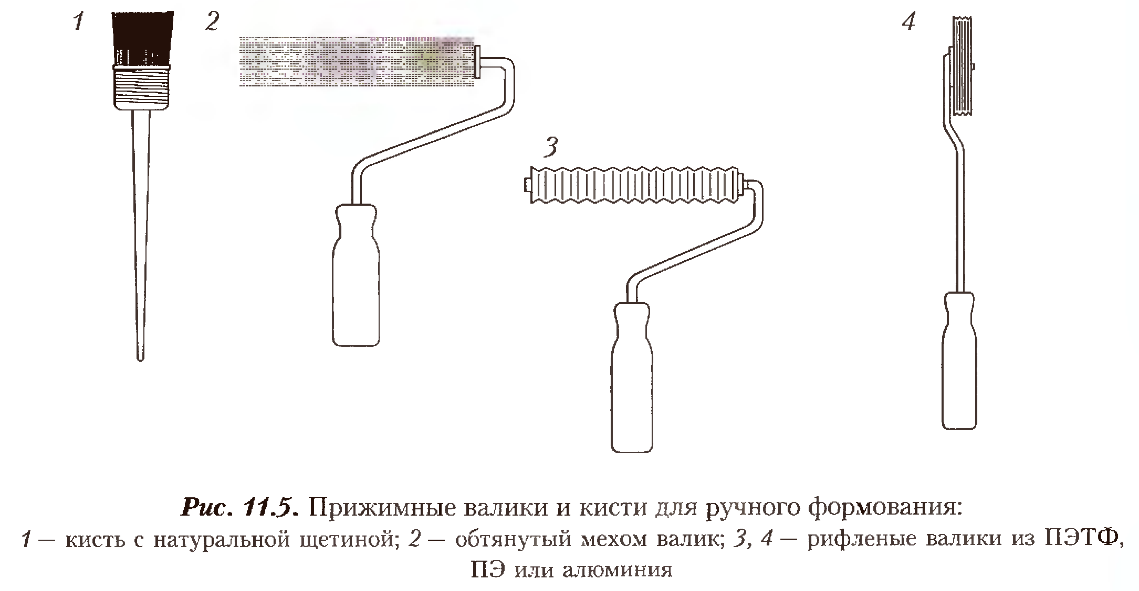
| Рис.54-Прижимные валики и кисти для ручного формования 1-кисть с натуральной щеткой,2-обтянутый мехом валик,3,4-рифленые валики из ПЭТФ,ПЭ или алюминия |
1. Нанесение антиадгезивного слоя, его сушка и (возможно) полировка.
2. Нанесение поверхностного слоя.
3. После начала гелеобразования поверхностного слоя нанесение полимера и армирующих слоев.
4. Нанесение окончательного слоя из материала воздушной сушки.
5. После достаточного отверждения извлечение из пресс-формы, чистка пресс- формы и готового изделия.
6. Термообработка.
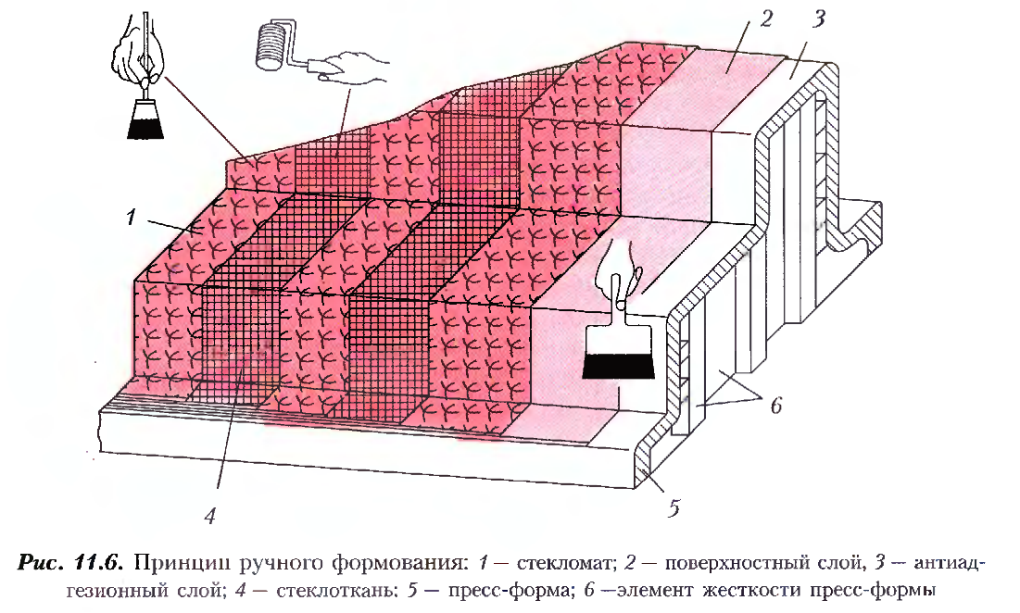
Структура формованного вручную изделия схематически отображена на рис. 55 Такие изделия должны иметь симметричное строение (распределение матов и материала), иначе возможно их коробление. Между слоями стеклоткани необходимо наличие стекломата, поскольку в противном случае значительно снизится прочность при сдвиге.
 Армирующие элементы не должны соединяться друг с другом встык — их соединяют внахлест на 3-5 мм. Соединения внахлест в различных слоях материала должны смещаться друг по отношению к другу.
Армирующие элементы не должны соединяться друг с другом встык — их соединяют внахлест на 3-5 мм. Соединения внахлест в различных слоях материала должны смещаться друг по отношению к другу.
Ручное формование принципиально достаточно просто, но требует от работника профессионального мастерства и большого опыта.
| Рис.55- Принцип ручного формования 1-стекломат,2-поверхностный слой,3-антиадгезивный слой,4-стеклоткань,5-пресс-форма,6-элемент жесткости пресс-формы |
Пресс-формы (всегда монолитные) для ручного формования, как правило, из-за небольшого числа изделий и незначительных усилий (оказываемое рукой давление) весьма просты в производстве. Обычно они также изготавливаются из армированных стекловолокном термореактивных полимеров, хотя существуют пресс-формы и из древесины или гипса.
Вопросы для самоконтроля
1. Сущность ручного формования?
2. Виды наполнителей?
3. Стадии формования?
Дата: 2018-12-28, просмотров: 424.