Наиболее простым по аппаратурно-технологическому оформлению способом получения изделий из полимерных композиционных материалов является контактное формование в открытых формах, которое применяется для изготовления крупногабаритных малонагруженных деталей сложной конфигурации: коробчатых кожухов механизмов, баков, корпусов и других элементов лодок, катеров и пр. Контактное формование изделий в открытых формах осуществляют в основном двумя методами — ручной укладкой и напылением.
| Рис. 57. Фотография рабочего места при формовании изделий из ПКМ методом ручной укладки. |
 В качестве основных элементов технологической оснастки при контактном формовании используют формы, модели и вставки (стержни). Их назначение аналогично традиционной оснастке, используемой в литейном производстве, но имеет ряд особенностей, зависящих от применяемых материалов. Модели и вставки изготавливают из дерева, гипса, комбинаций гипса с металлами и другими материалами. Для получения форм по указанным на чертеже размерам изготавливают модель из дерева, гипса, фанеры или другого материала. По модели методом выкладки или полива получают оболочку — форму, поверхность которой в точности воспроизводит поверхность модели. Форму отделяют от модели (при этом модель часто разрушают) и полируют для улучшения внешнего вида и облегчения извлечения формуемых изделий. На отполированную форму наносят несколько слоев пастообразного парафина. Как правило, применяют формы негативные по отношению к готовому изделию, но известны и позитивные формы. Непосредственно перед формованием изделий на поверхность формы кистью либо распылением наносят наружный смоляной слой (гелькоут). Для этого используют полиэфирную смолу, содержащую наполнители и пигменты, но без армирующих добавок. Эта композиция в процессе формования переходит на формуемое изделие, образуя наружный слой. Гелькоут формирует наружную поверхность будущего изделия. Гелькоуты имеют широкую палитру цветов, поэтому внешний вид изделия может иметь практически любой цвет. Кроме того,
В качестве основных элементов технологической оснастки при контактном формовании используют формы, модели и вставки (стержни). Их назначение аналогично традиционной оснастке, используемой в литейном производстве, но имеет ряд особенностей, зависящих от применяемых материалов. Модели и вставки изготавливают из дерева, гипса, комбинаций гипса с металлами и другими материалами. Для получения форм по указанным на чертеже размерам изготавливают модель из дерева, гипса, фанеры или другого материала. По модели методом выкладки или полива получают оболочку — форму, поверхность которой в точности воспроизводит поверхность модели. Форму отделяют от модели (при этом модель часто разрушают) и полируют для улучшения внешнего вида и облегчения извлечения формуемых изделий. На отполированную форму наносят несколько слоев пастообразного парафина. Как правило, применяют формы негативные по отношению к готовому изделию, но известны и позитивные формы. Непосредственно перед формованием изделий на поверхность формы кистью либо распылением наносят наружный смоляной слой (гелькоут). Для этого используют полиэфирную смолу, содержащую наполнители и пигменты, но без армирующих добавок. Эта композиция в процессе формования переходит на формуемое изделие, образуя наружный слой. Гелькоут формирует наружную поверхность будущего изделия. Гелькоуты имеют широкую палитру цветов, поэтому внешний вид изделия может иметь практически любой цвет. Кроме того, | Рис. 56. Элементы конструкции формы и изделия при формовании ручной укладкой: 1 — форма; 2 — разделительная пленка; 3 — наружный смоляной слой; 4 — стекловолокно; 5 — ручной валик; б — смола в смеси с катализатором. |
 отделки. Таким образом, в отличие от деревянных и металлических деталей, «окрашивание» изделий в этом случае производится раньше, чем они будут изготовлены.
отделки. Таким образом, в отличие от деревянных и металлических деталей, «окрашивание» изделий в этом случае производится раньше, чем они будут изготовлены.
Детали, формуемые методом ручной укладки, состоят из волокнистого наполнителя и связующего — смеси, например, полиэфирной смолы с катализатором. В композиции часто дополнительно вводят наполнители, изменяющие свойства получаемого материала.
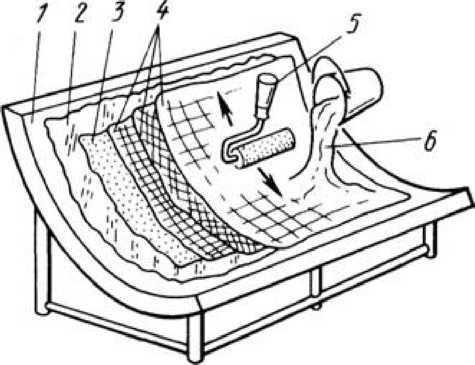
Следующей операцией является подготовка материала. Все типы армирующих материалов — маты из рубленой пряжи, ткани и тканый ровинг — поступают в виде больших рулонов различной ширины. Лист нужной длины вырубается из рулона и обрезается по шаблону. Затем тщательно смешивают заранее отмеренные количества смолы и отвердителя. Композицию можно наносить на волокно как вне формы, так и внутри нее. Возможно использование распылителя, который автоматически дозирует и смешивает компоненты. Для уплотнения материала и удаления пузырьков воздуха применяют щетки, резиновые и зубчатые валики (рис. 56). На рис. 57 приведена фотография рабочего места при формовании методом ручной укладки. Необходимое число слоев мата и (или) тканого ровинга набирается до достижения расчетной толщины. Слои мата и тканого ровинга следует чередовать для обеспечения хорошей межслойной прочности сцепления, предотвращения появления воздушных включений. При использовании только матов содержание волокна должно быть 25-35%. В пластиках, полученных с применением матов и тканого ровинга, содержание волокна находится в пределах 35-45%, а при использовании только ткани — около 50%. Продолжительность отверждения смол и композитов зависит от температуры; при комнатной температуре — от 10-20 мин до 14 суток, при 65 °С — 5-30 мин, при 82 °С — 1,5-5 мин.
После отверждения, готовое изделие извлекается из формы и подвергается механообработке: обрезка облоя - излишков стеклопластика или отвержденной полиэфирной смолы по краям изделия; высверливание отверстий и т. д. Метод формования ручной укладкой, основанный на использовании заранее подготовленных матов или тканей, обеспечивает высокую однородность продукции по прочности и возможность контроля показателей.
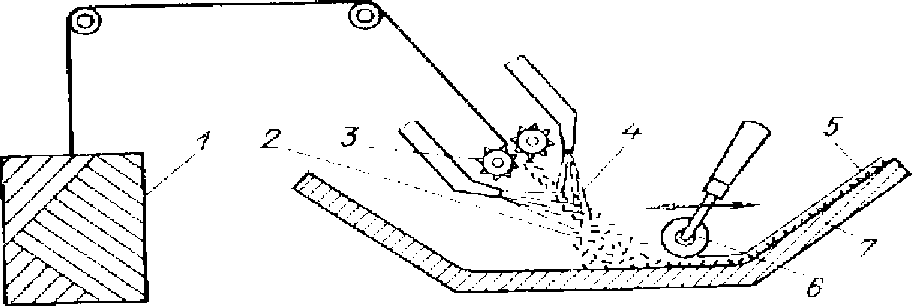
Метод формования напылением отличается от описанного метода ручной укладки тем, что волокнистая арматура в виде бесконечного ровинга рубится на короткие отрезки — штапельки — и доставляется в открытую форму одновременно со смесью соответствующей смолы и катализатора. Оснастка при производстве изделий напылением используется та же, что и при производстве ПКМ ручным формованием. Ровинг волокна проходит через рубильное устройство и вдувается в поток смолы, который направляется в форму распылительной системой. Обычно размер штапелек, на которые рубится ровинг, составляет 12-50 мм. Возможная схема напыления приведена на рис. 58. Одна распылительная головка впрыскивает смолу, предварительно смешанную с отвердителем, или только отвердитель, в то время как вторая головка подает смесь смолы с ускорителем отверждения. После введения в форму смолы с волокнистой арматурой образовавшийся слой прикатывают вручную для удаления воздуха, уплотнения и получения гладкой поверхности. Технология отверждения аналогична применяемой при формовании ручной укладкой.
| Рис. 58. Воздушная система напыления с двумя емкостями :1 — ровинг; 2 — смола с катализатором; 3 — рубильное устройство; 4 — смола с ускорителем отверждения; 5 — уплотненный слой; б — валик; 7 — форма. |
 Оборудование для производства стеклопластика напылением автоматически осуществляет жёсткую дозацию полиэфирной смолы и отвердителя, рубку ровинга из непрерывного стекловолокна. При таком производстве стеклопластика отсутствуют отходы полиэфирной смолы, характерные для приготовления смеси полиэфирная смола - отвердитель вручную. После рубки части стекловолокна попадают в струю полиэфирной смолы из распылительного пистолета и пропитываются ею во время переноса на матрицу. На долю ручного труда остаётся уплотнение стеклопластика в матрице прикаточным валиком.
Оборудование для производства стеклопластика напылением автоматически осуществляет жёсткую дозацию полиэфирной смолы и отвердителя, рубку ровинга из непрерывного стекловолокна. При таком производстве стеклопластика отсутствуют отходы полиэфирной смолы, характерные для приготовления смеси полиэфирная смола - отвердитель вручную. После рубки части стекловолокна попадают в струю полиэфирной смолы из распылительного пистолета и пропитываются ею во время переноса на матрицу. На долю ручного труда остаётся уплотнение стеклопластика в матрице прикаточным валиком.
Технология производства изделий из композиционных материалов напылением имеет ряд преимуществ перед методом ручной укладки. В этом случае не требуется раскрой мата и подготовка смеси полиэфирная смола - отвердитель, что позволяет экономить время, полезные площади, работу персонала. Существенно сокращаются производственные площади из-за снижения числа специально оборудованных мест для производства. Увеличивается скорость производства изделий. Упрощается контроль над качеством изделий. Снижается себестоимость конечного изделия, так как ровинг - наиболее дешевый материал из стекла. Существенно снижается количество отходов Однако качество конечного изделия, как и в методе ручной укладки, в основном зависит от мастерства оператора установки по производству напылением. Кроме того, поскольку в методе напыления используются короткие и хаотично ориентированные волокна, а контроль за толщиной наносимого слоя отсутствует, такой стеклопластик получается менее плотным и прочным, чем при ручном формовании.
Реальная минимальная толщина изделий: при формовании ручной укладкой слоев — 0,8 мм, при напылении — 1,5 мм. Реальная максимальная толщина, в принципе, не ограничивается, но с учетом отверждения составляет ~ 6 мм.
 При обоих способах формования получаемый слоистый пластик можно считать элементарным конструкционным материалом. Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы, вида и количества наполнителей позволяет существенно изменять физические свойства получаемых стеклопластиков . Следовательно, можно сказать, что структура и состав армированного ПКМ формируются в процессе получения изделия. Возможность изменения состава композиций, размера, формы и конфигурации изделий позволяет определить наиболее целесообразный путь их получения формованием либо ручной укладкой, либо напылением.
При обоих способах формования получаемый слоистый пластик можно считать элементарным конструкционным материалом. Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы, вида и количества наполнителей позволяет существенно изменять физические свойства получаемых стеклопластиков . Следовательно, можно сказать, что структура и состав армированного ПКМ формируются в процессе получения изделия. Возможность изменения состава композиций, размера, формы и конфигурации изделий позволяет определить наиболее целесообразный путь их получения формованием либо ручной укладкой, либо напылением.
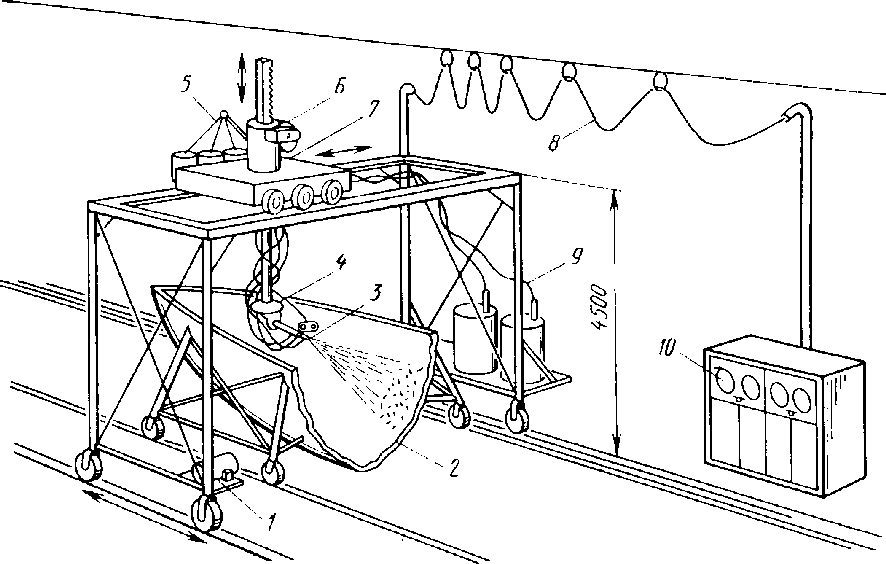
| Рис. 59. Трехкоординатный роботизированный автомат для напыления: 1 — привод продольного перемещения; 2 — форма; 3 — распылительное сопло; 4 — поворотная головка; 5 — подача стекловолокна; 6 — привод вертикального перемещения; 7 — привод поперечного перемещения; 8— кабель; 9 — подача смолы; 10 — ленточные программоносители. |
Физические свойства
Выбор смолы для конкретного изделия является важнейшим этапом проектирования. Тип смолы частично или полностью определяет ряд эксплуатационных свойств изделий, таких как химическую стойкость, горючесть, эластичность, погодостойкость, ударную прочность, коробление, прочность и электроизоляционные характеристики.
При определении типа смолы необходимо также учитывать технологические свойства и особенности обращения с материалом (время гелеобразования и время, в течение которого можно обрезать кромки, максимальное количество выделившейся теплоты, коробление, усадка, непрозрачность, вязкость и тиксотропность).
Дополнительным условием при выборе смолы является возможность введения в нее различных наполнителей. В зависимости от химической природы и степени наполнения добавки могут снижать стоимость изделия, уменьшая расход смолы и (или) стекловолокна. Наполнители могут также улучшать огнестойкость материала, уменьшать выделение токсичного дыма, повышать жесткость, снижать пик тепловыделения и усадку, что приводит к уменьшению пропечатывания стекловолокна через наружный смоляной слой, улучшает электроизоляционные свойства и уменьшает массу изделия. Обязательным требованием при выборе наполнителя является их устойчивость к используемым смолам.
Наполнители можно применять при формовании ручной укладкой, но чаще всего их используют при напылении, когда периодическое смешивание и сама технология напыления обеспечивают возможность получения гомогенной композиции. Использование низковязких смол позволяет увеличивать степень наполнения. Практическое применение имеют, например эпоксидные, полиэфирные, винилэфирные смолы.
Методы контактного формования позволяют использовать в качестве армирующих практически любые волокна: стекловолокно, базальтовое волокно, углеволокно и др.
Преимуществами способов формования полимерных композиционных материалов ручной укладкой и напылением являются: универсальность, возможность получения изделий сложной формы и большого размера, низкая стоимость оснастки, возможность создавать слоистые конструкции, в том числе с закладными деталями, пригодность для опытного производства. Вместе с тем для них характерны большие затраты ручного труда, низкая производительность, зависимость качества изделий от квалификации формовщика, трудность обеспечения однородности материала и стабильности его физико-механических свойств.
Контактным формованием производят широкую номенклатуру изделий: кузова, крылья, крыши автомобилей, прицепы; ванны, желоба, мойки, бочки, цистерны, баки, бункеры, элементы ненесущих строительных конструкций в виде стеновых панелей, дверей, оконных блоков и многое другое.
Вопросы для самоконтроля
1. Гелькоут-это?
2. Операции ручного формования
3.  Сущность воздушной системы напыления?
Сущность воздушной системы напыления?
4. Изделия изготавливаемые данным способом?
Дата: 2018-12-28, просмотров: 1000.