Основная идея, па которой основан метод ИГЛ, — введение газообразной технологической среды (инертный газ, например, азот) в гнездо литьевой формы сразу после подачи в него расплава (последовательно) (рис. 43). Газ пробивает себе путь на участке наименьшего сопротивления, в первую очередь устремляясь в утолщения или выступы, где имеется пластичное ядро. Вытесняемый таким образом полимерный материал продолжает' свой ход по путям течения и заполняет полости, до сих пор заполненные лишь частично. Литьевые машины для этого метода сконструированы в расчете на изготовление изделий с оптимальным качеством поверхности и простоту обслуживания самой установки. Технологическая установка для ИГЛ состоит из узла газоочистки, мундштука и специального устройства управления.
Технология ИГЛ
Газоочистительная установка оборудована разъемным соединением с устройством управления. Переход от обычного литья под давлением к использованию литья с газом требует лишь незначительного переоборудования. Из соображений безопасности в качестве газа используется азот N2.
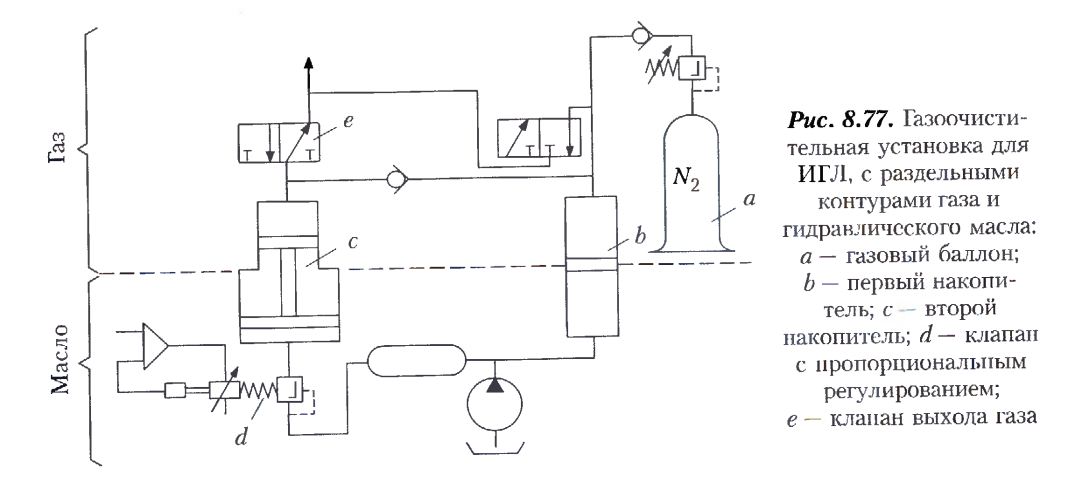
Агрегат газоочистки (рис. 44) оборудован одним газовым и одним гидравлическим контуром. Все регулирующие устройства расположены со стороны гидравлического контура. Поршневые накопители образуют переходные устройства между двумя средами. Максимальное давление газа в установке составляет 450 бар, однако в особых случаях оно может быть увеличено с помощью соответствующих конструктивных мер. В газоочистительной установке (рис. 44) азот, поступающий из стандартного газового баллона (а), предварительно сжимается в поршневом накопителе (b). Максимальный объем газа при свободно выбираемом давлении предварительного заполнения может быть задан в соответствии с существующей необходимостью. Таким образом, установка может быть настроена на определенный размер изделия и постоянно находится в оптимальном рабочем режиме. Предварительно сжатый газ во втором накопителе (с) через клапан с пропорциональным управлением (d) уплотняется до нужного динамического давления. Очистка газа не влияет на время цикла литьевой машины, поскольку она происходит в период дозирования расплава. Сигналом к началу цикла литья является завершение процесса очистки газа.
 Ввод газа начинается в зависимости от положения шнека, причем газ через клапан поступает в мундштук. С помощью клапана с пропорциональным управлением (d) на устройстве управления машиной может быть задан профиль давления газа. Начало ввода газа, зависящее от положения шнека, гарантирует, что к этому моменту в форме будет находиться постоянный объем расплава. Как видно из распределения давления, в ходе литья при высоком давлении газа условное заполнение формы расплавом в зависимости от хода шнека прекращается в точке переключения на подпитку. Затем образуется газовый пузырь (d),после чего следует подпитка газа (е). Подпитка газом аналогична подпитке расплавом в процессе обычного литья под давлением. По завершении процесса подпитки начинается возврат (рециркуляция) газа. При этом газ возвращается в оба накопителя и таким образом по большей части может быть использован вновь, что снижает его расход.
Ввод газа начинается в зависимости от положения шнека, причем газ через клапан поступает в мундштук. С помощью клапана с пропорциональным управлением (d) на устройстве управления машиной может быть задан профиль давления газа. Начало ввода газа, зависящее от положения шнека, гарантирует, что к этому моменту в форме будет находиться постоянный объем расплава. Как видно из распределения давления, в ходе литья при высоком давлении газа условное заполнение формы расплавом в зависимости от хода шнека прекращается в точке переключения на подпитку. Затем образуется газовый пузырь (d),после чего следует подпитка газа (е). Подпитка газом аналогична подпитке расплавом в процессе обычного литья под давлением. По завершении процесса подпитки начинается возврат (рециркуляция) газа. При этом газ возвращается в оба накопителя и таким образом по большей части может быть использован вновь, что снижает его расход.
| Рис.44- Газоочистительная установка для ИГЛ, с раздельными контурами газа и гидравлического масла: a-газовый баллон, b-первый накопитель, с-второй накопитель, d-клапан с пропорциональным регулированием, е-клапан выхода газа |
Для ИГЛ решающую роль играет разделение газа и расплава на этапах заполнения. Эта задача решается с помощью мундштука особой конструкции. Он имеет механически управляемый игольчатый затвор, который может быть использован как в процессе ввода и рециркуляции газа, так и при обычном литье под давлением.
Литьевые формы
При изготовлении тонкостенных изделий газ в каналы вводится направленно. Это позволяет добиться изготовления плоских изделий с низким внутренним напряжением и со значительным соотношением толщины стенок к пути течения.
При расчете конструктивных параметров литьевой формы важно учитывать правильное соотношение толщины стенок изделия и ширины газового канала, которое следует задавать в диапазоне от 1:2 до 1:3. При проектировании изделий, которые изготавливаются литьем с газом, очень важно хорошо знать все детали этой технологии. При расчете конструктивных параметров формы следует ориентироваться на условия протекания процесса.
Вопросы для самоконтроля
1. Сущность инжекционно-газового литья?
2. Газы применяемые для литья?
3. Стадии процесса
Дата: 2018-12-28, просмотров: 479.