Компаундировкой называется пропитка обмотки жидким битумом или битумом, смешанным с маслом и канифолью (компаундом). Компаундировка позволяет получить высококачественную изоляцию. В огличие от лака разжижение массы компаунда не требует применения растворителей и достигается разогреванием ее. Поэтому после застывания массы обмотка получается более монолитной, с хорошо заполненными пустотами. Отсюда — повышенная теплопроводность, влагостойкость и хорошие электрические качества изоляции. Вследствие большой вязкости массы по сравнению с лаками для вдавливания ее в поры изоляции компаундирование проводится под давлением 6—8 ат. Чтобы лучше удалить влагу и воздух перед компаундировкой, применяется сушка под вакуумом, т. е. с откачкой воздуха из бака, где производится сушка.
1 Лампы производятся Московским электроламповым заводом.
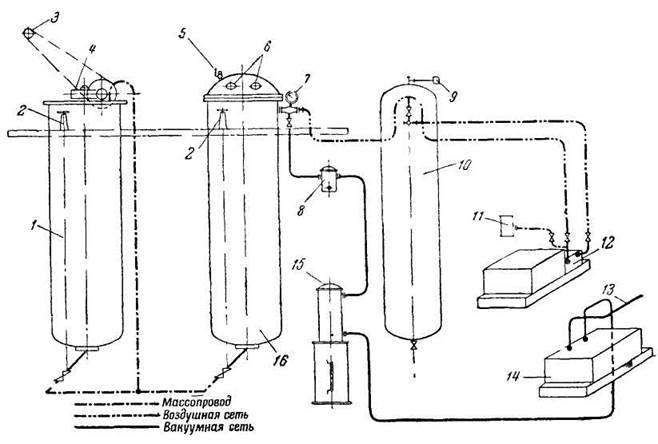
Схема установки для вакуумной сушки и компаунди-ровки под давлением показана на рис. 5-1. Подлежащая компаундировке деталь помещается в пропиточный котел с герметически закрывающейся крышкой (на свинцовой прокладке). Вначале производится подсушка — прогрев деталей в течение 2—3 ч при открытой крышке пропиточного котла. В рубашку пропиточного котла дается пар при давлении не ниже 8 ат. Может применяться также обогрев рубашки пропиточного котла горячим маслом, нагреваемым электрическими сопротивлениями. Затем крышка закрывается, и при помощи вакуум-насоса из пропиточного котла выкачивается воздух до возможно большего разрежения. Для ускорения откачки она первоначально может производиться переключением компрессора на всасывание при помощи четырех кра-иов, воздухопровода (рис. 5-1). Затем включается вакуум-насос. Откачку удается довести до остаточного давления 20 мм рт. ст. Сушка под вакуумом продолжается 3—4 ч, а при изготовлении наиболее ответственных секций (мощные высоковольтные генераторы) процесс подсушки и сушки длится 21—27 ч. После этого открывают кран, и масса из смесительного 'котла, где она находится в разогретом жидком состоянии, засасывается в пропиточный котел, так что деталь оказывается целиком погруженной. Подогрев массы производится в котле с рубашкой для обогрева и вращающейся мешалкой, служащей для размешивания битума. Все трубопроводы, по которым проходит масса, должны иметь рубашки для обогрева их паром (или маслом). После того как масса заполняет пропиточный котел, кран от вакуум-насоса закрывается и внутренний объем пропиточного котла сообщается с компрессором. В пропиточный котел нагнетается воздух до давления 7—8 ат. Деталь выдерживается под давлением 5—8 ч. Для того чтобы масса была достаточно жидкой и хорошо проникала в изоляцию, температура в пропиточном и смесительных котлах должна быть 150—170° С*.
* Необходимо отметить, что процесс компаундировки требует точного соблюдения заданного режима. При слишком высокой температуре битума он легко проникает в глубь изоляции, но она остается недопрессованной. Секции обмотки получаются толстыми. При слишком низкой температуре изоляция хорошо прессуется, но битум плохо пропитывает изоляцию.
Рис. 5-1. Схема установки для компаундирования.
/—смесительный котел для разогрева массы, 2—штурвалы для пуска массы, 3 — электродвигатель, 4 — червячная передача к ме-лалке, 5—вентиль для спуска воздуха; 6— смотровые стекла; 7— мановакуумметр, 8 — массоулавливатель, 9— предохранительный клапан, 10—воздушный резервуар, 11—фильтр, 12—компрессор; 13— выхлопная труба, 14— вакуумный насос, 15 — конденсатор, 16—коч-паундировочный котел для пропитки
Для удаления сгустков массы детали перед компаун-дировкой обматывают временной лентой, удаляемой после окончания процесса вместе с налипшими на нее сгустками. При компаундировке обмотанных статоров достаточно дать стечь с лобовых частей излишкам массы. Расточки статоров, шейки, вала, сочленяющиеся поверхности очищают тряпкой, смоченной в бензине. С течением времени находящаяся в смесительном котле нагретая масса загустевает («зарезинивается»). Для восстановления свойств массы к ней добавляется компаунд-разбавитель. Если ремонтный цех не располагает оборудованием для компаундировки. то она заменяется многократной пропиткой.
Если компаундировке или пропитке подвергаются детали, уже имеющие лаковую пленку (обмотка из эмалированной проволоки, лакоткань и т. д.), то эта пленка может быть разрушена действием растворителя. Чтобы этого избежать, при пропитке таких изделий нужно по возможности уменьшить температуру и продолжительность пропитки. Сушку вначале 'нужно вести при невысокой температуре до тех пор, пока не испарится растворитель.
Комиаундировку в этом случае производят битумом, не содержащим льняного масла.
Указанный выше битумный компаунд обладает тем недостатком, что может вытекать при повышенном перегреве обмоток в эксплуатации.
В настоящее время разработаны и применяются термореактивные компаунды (например, МБК) на основе искусственных смол, которые после компаундирования затвердевают при нагреве обмотки.
Дата: 2019-11-01, просмотров: 324.