Сварное соединение – это неразъёмное соединение, получаемое при помощи сварки.
Сваркой называется процесс соединения деталей за счет оплавления их кромок (горячая сварка) или за счет диффузии (холодная сварка).
К горячим видам сварки относятся:
1) Электродуговая сварка.
2) Газовая сварка.
3) Электроискровая сварка.
4) Сварка трением.
К холодным видам сварки относятся:
1) Сварка давлением (контактная).
2) Сварка ультразвуком.
3) Лучевая сварка.
Соединение электродуговой сваркой.
Различают следующие виды соединений:
1. Внахлёстку (рисунок 8). 2. Встык (рисунок 9). 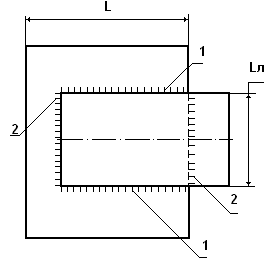
1 – Сварка лобовыми швами; а – прямым швом; б – косым швом
2 – Сварка фланговыми швами;
1+2 – Сварка комбинированным швом. Рисунок 9. Соединения в стык.
Рисунок 8. Сварное соединение внахлёстку.
 Перечисленные виды сварки в нахлёстку возможны лишь в тех случаях, когда у свариваемых деталей разная ширина. При одинаковой ширине свариваемых деталей возможна сварка только лобовыми швами.
Перечисленные виды сварки в нахлёстку возможны лишь в тех случаях, когда у свариваемых деталей разная ширина. При одинаковой ширине свариваемых деталей возможна сварка только лобовыми швами.
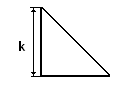
Сварной шов в поперечном сечении должен иметь форму равнобедренного прямоугольного треугольника (рисунок 10).
Рисунок10. Поперечное сечение сварного шва.
Основным параметром сварного шва является его катет. Его величина назначается в зависимости от толщины свариваемых деталей следующим образом:
при толщине до 10мм катет приравнивается минимальной толщине -  ;
;
если толщина более и равна 10мм, то катет равен 10мм -  .
.
При проектировании сварного соединения внахлёстку необходимо обеспечить прочность сварного шва по напряжению среза:
 - рабочее касательное напряжение в сварном шве.
- рабочее касательное напряжение в сварном шве.
 - нагрузка.
- нагрузка.
 - при сварке лобовыми швами.
- при сварке лобовыми швами.
 - при сварке фланговыми швами.
- при сварке фланговыми швами.
 - при сварке комбинированным швом.
- при сварке комбинированным швом.
 - допускаемое касательное напряжение в сварном шве.
- допускаемое касательное напряжение в сварном шве.
К сварным соединениям встык предъявляются следующие требования:
1. Размеры свариваемых деталей в зоне стыка должны быть одинаковыми (рисунок 11). Это достигается при помощи скосов с одной стороны, если у свариваемых деталей разные толщины, или с двух сторон, если разная ширина. Угол наклона скоса 10 градусов.
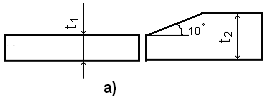
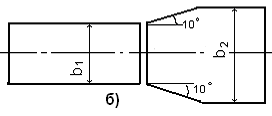
Рисунок 11. Получение одинаковых размеров в зоне сварки.
2.
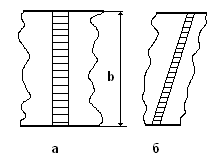
2. Кромки свариваемых деталей должны быть обработаны.
Различают следующие виды обработки кромок в зависимости от толщины свариваемых деталей (рисунок 12):
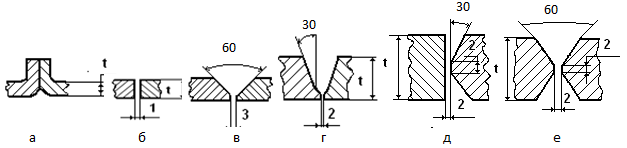
Рисунок 12. Виды обработки кроьок свриваемых деталей.
а – отбортовка; б - вертикальная подрезка; в - V-образная; г - U-образная;
(  ) (
) (  ) (
) (  ) (
) (  )
)
В перечисленных случаях сварной шов считается односторонним
д - К – образная; е - Х - образная. (t > 60 мм).
В таких случаях сварной шов считается двухсторонним.
При проектировании стыковых сварных соединений необходимо обеспечить прочность сварного шва в зависимости от типа деформации.
В частном случае при растяжении используется следующее условие прочности:
 - рабочее нормальное напряжение в сварном шве.
- рабочее нормальное напряжение в сварном шве.
 - нагрузка.
- нагрузка.
 - площадь поперечного сечения шва.
- площадь поперечного сечения шва.
 - толщина свариваемых деталей.
- толщина свариваемых деталей.
 - длина шва.
- длина шва.
 - односторонний.
- односторонний.
 - двухсторонний.
- двухсторонний.
 - допускаемое нормальное напряжение в сварном шве.
- допускаемое нормальное напряжение в сварном шве.
Величины допускаемых напряжений в сварном шве определяются в зависимости от технологии электродуговой сварки, в долях от допускаемого напряжения на растяжение основного металла по следующей таблице:
Таблица 7. Определение допускаемых напряжений в сварных соединениях.
| Тех. процесс сварки. | 
| 
|
| 1 | 
| 
|
| 2 | 0,9 
| 
|
| 3 | 0,6
| 
|
| ПРИМЕЧАНИЕ: к 1 виду технологического процесса относятся автоматическая и полуавтоматическая сварки под слоем флюса, а также ручная – электродами повышенного качества (Э42А, Э50А); ко 2 виду технологического процесса относится ручная сварка электродами обычного качества (Э42, Э50); к 3 виду технологического процесса относится ручная сварка тонкими электродами, предел прочности на разрыв у которых меньше 40 (Э38). | ||
Дата: 2019-11-01, просмотров: 459.