Тип производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности объема выпуска изделий, типа применяемого оборудования, квалификации кадров, трудоемкости операций и длительности производственного цикла.
По характеру организации различают три основных типа производств: единичное, серийное и массовое (таблица 3.1).
Таблица 3.1 – Технико-экономическая характеристика типов производств
| Показатель | Тип производства | ||
| Единичное | Серийное | Массовое | |
| 1. Номенклатура продукции | Неограниченная | Ограниченная сериями | Один или несколько видов |
| 2. Постоянство номенклатуры | Не повторяется | Повторяется периодически | Постоянный выпуск |
| 3. Специализация рабочих мест | Разные операции | Периодически повторяющиеся | Одна операция |
| 4. Тип оборудования | Универсальное | Специализированное | Специальное |
| 5. Расположение оборудования | По технологическому принципу | По предметно-технологическому принципу | По предметному принципу |
| 6. Квалификация рабочих | Высокая | Средняя | Низкая |
| 7. Себестоимость продукции | Высокая | Средняя | Низкая |
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий. Образцы или не повторяются, или повторяются нерегулярно. Примером единичного производства может служить производство обуви по индивидуальным заказам, выпуск уникального оборудования для научных лабораторий и т.д.
Серийное производство характеризуется изготовлением ограниченного ассортимента продукции. Переход на производство иной серии требует изменения технологического процесса, переналадки оборудования, т.е. изменения основных условий производства. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства, В серийном производстве удается специализировать отдельные рабочие места для выполнения подобных технологических операций. Примером серийного производства служит пошив одежды по некоторым образцам. Для повышения спроса образцы одежды часто варьируют.
Массовое производство характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода. Для массового производства характерны неизменная номенклатура изготовляемых изделий, специализация рабочих мест на выполнении одной постоянно закрепленной операции, применение специального оборудования, небольшая трудоемкость и длительность производственного процесса, высокая автоматизация и механизация. Себестоимость продукции массового производства по сравнению с продукцией единичного и серийного производств минимальна. Примером массового производства может быть производство пиломатериалов, различных заготовок, мебели. Здесь же можно упомянуть пошив стандартной одежды и обуви нужд армии, милиции, различной спецодежды.
Каждому типу производства соответствуют определенный метод организации производства – способ осуществления производственного процесса, характеризующийся последовательностью выполнения операций, порядком размещения оборудования и степенью непрерывности производственного процесса.
Единичному типу производства соответствует единичный метод, серийному – партионный метод, массовому типу – поточный метод организации производства.
В серийном и массовом производствах используются преимущественно поточные методы организации производственных процессов, основанные на применении поточных линий, обеспечивающих согласованное во времени выполнение всех операций технологического процесса в определенной последовательности. На лесозаготовках, в питомниках применяется организация производственных процессов по прерывно-поточному принципу. Это связано с неоднородностью предметов труда, различием производственных условий, территориальной разобщенностью операций. На нижних складах применяются полуавтоматические линии, позволяющие механизировать и автоматизировать разгрузку хлыстов, раскряжевку, сортировку и учет сортиментов.
Лесохозяйственное производство также является массово-поточным. Это условие достигается наличием насаждений, находящихся в разной степени готовности к рубке. Совокупность таких насаждений представляет собой непрерывно продуцирующий лес, в котором ежегодно один участок поступает в рубку, другой культивируется (в рамках хозяйственной секции). В результате многолетний оборот благодаря многочисленности лесных участков, отличающихся на единицу возраста, выступает как однолетний.
Показателем, характеризующим организацию производства во времени, является производственный цикл – интервал календарного времени от начала до окончания производственного процесса изготовления данного вида продукции.
Длительность производственного цикла может изменяться от нескольких часов до нескольких дней в обрабатывающих отраслях; в лесном хозяйстве в зависимости от главной породы – от 40 лет (осина), до 100 лет (дуб). Продолжительность производственного цикла в лесохозяйственном производстве включает установленный возраст рубки главного пользования и период лесовозобновления после рубки. Продолжительность производственного цикла на лесозаготовках (Тц) можно выразить формулой
 , (3.1)
, (3.1)
где Σtосн - время выполнения основных операций;
Σtвсп - время выполнения вспомогательных (транспортных, контрольно-учетных) операций;
Σtпер - время технических, технологических и организационных перерывов.
Время выполнения основных и вспомогательных операций образует рабочий период.
Перерывы можно разделить на межоперационные и межсменные.
При партионном методе организации производства длительность производственного цикла зависит от порядка движения предметов труда в производственном процессе. Основной учетной единицей является производственная партия – несколько предметов труда одного наименования, обрабатываемых непрерывно на одном или нескольких рабочих местах при одной наладке оборудования. При последовательном виде движения каждая последующая операция начинается после окончания обработки всей партии изделий на предыдущей. В этом случае длительность производственного цикла будет равна сумме операционных циклов
 (3.2)
(3.2)
где п – число изделий в партии,
ti – время обработки одного изделия на i-й операции,
m – число операций.
Пример: обрабатывается партия из четырех изделий на четырех операциях, норма времени на каждой операции t1 =10 мин ; t2 = 4 мин; t3= 16 мин; t4 = 5 мин.
Тпосл = 4 · (10+4+16+5) – 4 · 35 = 140 мин.
Этот вид движения характеризуется тем, что каждое изделие теряет значительную часть времени до и после обработки. Графически данный процесс можно представить в следующем виде:
|
|
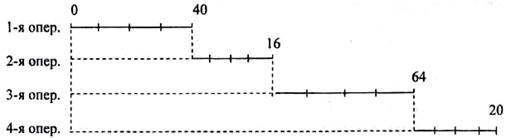
Рисунок 3.1 – Схема последовательного вида движения
При параллельно-последовательном виде движения последующая операция начинается до окончания обработки партии изделий на предыдущей, что обеспечивает более высокую загрузку рабочих мест. Длительность производственного цикла определяется по формуле
 (3.3)
(3.3)
Т = 4 · 35 – ( 4· 3 + 4· 3 + 5·3) = 140 – 38 = 102 мин.
Графически данный процесс можно представить так:
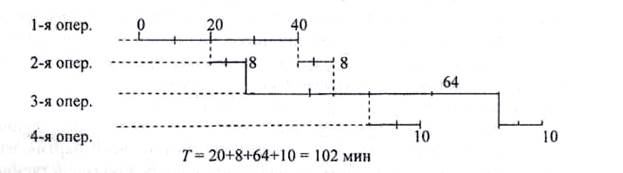
Рисунок 3.2 – Схема параллельно – последовательного вида движения
При параллельном движении каждое изделие после выполнения первой операции сразу передается на другую, не ожидая отработки всей партии.
Длительность производственного цикла определяется по формуле
 (3.4)
(3.4)
Тпар = 35+16(4-1) = 35+48 = 83 мин.
Тпар=10+4+64+5+83 мин.
Графически данный процесс будет представлен в виде:
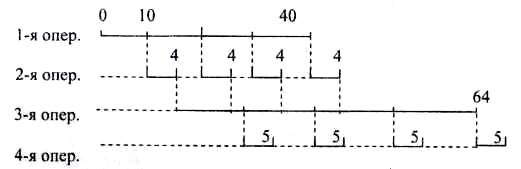
Рисунок 3.3 – Схема параллельного вида движения
При параллельном движении предметов труда в производственном процессе достигается минимальная продолжительность производственного цикла, но сохраняются простои оборудования, обусловленные разной длительностью операции.
Поточные методы организации распространены в массовом и крупносерийном производстве. Основным звеном поточного производства является поточная линия - совокупность специализированных рабочих мест, расположенных согласно технологическому процессу и (4x3 + 4x3 + 5x3) = 140 - 38 = 102 мин. Тпарпосл = 4x35 - выполняющих определенную его часть. В зависимости от уровня специализации производства, объема и характера выпуска продукции, применяемой техники и технологии поточные линии подразделяются на однопредметные – обрабатываются изделия одного наименования в течение длительного периода времени; многопредметные – одновременно или последовательно обрабатываются предметы, изделия нескольких наименований.
Четкость работы поточных линий определяется соблюдением заданного такта и ритма. Такт поточной линии (r) - интервал рабочего времени, через который периодически производится выпуск определенной продукции:
 , (3.5)
, (3.5)
где Ф - плановый фонд рабочего времени с учетом регламентированных перерывов, А - объем выпуска продукции.
Пример. За смену (8 ч) предусматривается выпуск 100 изделий. Для отдыха рабочих и наладки оборудования предусмотрено 2 перерыва по 15 мин. Величина такта равна
(480-30)/100 = 4,5 мин.
Ритм выпуска (Р) – количество изделий, которые сойдут с поточной линии за 1 ч ее работы:
Р = 60/r = 60/4,5 = 13 шт.
Общая численность рабочих, занятых на поточной линии, равна количеству рабочих, занятых на каждой операции. Число рабочих мест на i-й операции определяется отношением длительности операции к такту поточной линии:
 (3.6)
(3.6)
Тесная взаимосвязь рабочих мест на поточной линии требует высокой технологической и трудовой дисциплины, четкой организации обслуживания и обеспечения рабочих мест.
Дата: 2019-07-24, просмотров: 379.