Цель изучить: - перечень инструментов и приспособлений для паяния и лужения.- особенности пайки различных металлов и сплавов
Для получения качественного паяного шва необходимо перед пайкой подготовить соединяемые поверхности деталей. Их механически зачищают, обезжиривают, травят, промывают и собирают.
Механическая очистка выполняется наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами. При этом удаляются оксиды и окалина.
Для снятия оксидов с поверхности деталей можно применять химическое обезжиривание с помощью раствора венской извести. После химической обработки известь смывается водой. Можно использовать обезжиривание в органических растворителях — бензине, ацетоне, бензоле, скипидаре, метиловом и этиловом спирте — с последующей промывкой в горячей и холодной воде.
Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки оксидов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот. Протравленные детали подвергают тщательной промывке в проточной воде с последующей просушкой.
Подготовка к пайке сложных узлов, состоящих из нескольких деталей, заключается в скреплении деталей проволокой, прижимами или другими приспособлениями. Применяемые способы крепления деталей должны обеспечивать их необходимое взаимное расположение и зазор между спаиваемыми поверхностями. Размеры зазора зависят от вида припоя и паяемого материала. Зазоры между деталями не должны превышать 0,05...0,15 мм для стали и 0,1...0,3 мм для меди.
Поверхность, которая не должна покрываться припоем, предварительно обмазывают специальными пастами из глины, мела, графита и т.п.
Для хорошего смачивания припоем поверхности основного металла необходимо применять флюсы, без которых паяние невозможно. К флюсам предъявляются следующие требования: температура плавления флюса должна быть ниже температуры плавления припоя; флюсы должны способствовать созданию прочного соединения с соединяемыми металлами, не растворяться в них и не оказывать на металл вредного химического воздействия; для лучшего затекания расплавленного припоя в шов флюсы должны увеличивать жидкотекучесть припоя, иметь малую плотность, чтобы в процессе пайки они могли всплывать на поверхность шва, а после пайки легко с него удаляться.
Для пайки мягкими припоями флюсами служат: хлористый цинк ZnCl2 — соляная кислота (для пайки стеши, меди, алюминия); канифоль — желтовато-коричневое смолистое вещество, получаемое при перегонке сосновой смолы (для пайки меди и ее сплавов); стеарин (для пайки свинца и его сплавов); нашатырь (хлористый аммоний NH3C1).
Хлористый цинк обычно получают растворением кусочка цинка в соляной кислоте. Полученный раствор часто называют « паяльной кислотой ».
Для флюсования можно применять как порошкообразный и кусковой нашатырь, так и его раствор: на 1 весовую часть нашатыря берут 5 весовых частей воды.
Для пайки электрических проводов, когда кислотные флюсы могут вызвать коррозию металлов, применяют антикоррозионные бескислотные флюсы — органические вещества (канифоль и стеарин).
Для пайки твердыми припоями в качестве флюса используют буру, борную кислоту, а также смеси буры с борной кислотой, борным ангидридом и некоторые другие вещества.
Бура используется в виде порошка, а перед нанесением на поверхность ее прокаливают. Иногда в буру добавляют цинк.
Борная кислота представляет собой белые жирные на ощупь чешуйки. По своим флюсующим свойствам борная кислота лучше буры, но стоимость ее выше.
Смесь буры и борной кислоты готовится в 50% -м соотношении компонентов, разведенных в растворе хлористого цинка.
В качестве флюсов для пайки алюминиевых сплавов используют химические смеси, состоящие из хлористого натрия, хлористого лития, хлористого калия, хлористого цинка. Хлористые соли обладают способностью растворять оксиды алюминия и понижать температуру плавления припоя.Для пайки мягкими припоями инструментом является паяльник. По способу подогрева паяльники бывают периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового и торцового типов изготавливают из высококачественной красной меди; их рабочая часть закрепляется на стальном стержне с деревянной рукояткой на конце. Такие паяльники периодически подогревают от постороннего источника теплоты: горна, паяльной лампы, газовоНаиболее часто для нагрева используют паяльные лампы. На рис. показана лампа, работающая на бензине, спирте или керосине. Основными ее частями являются предохранительный стержень 1, резервуар для горючего 2, воздушное пространство 3, нагревательная ванночка 4,каналы смесителя 5, труба 6, смесительная труба 7, сопло 8, устройство 9,
6 7 8 9
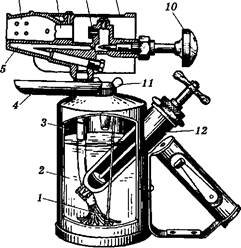
Паяльная лампа, работающая на бензине, спирте или керосине: 1 — предохранительный стержень; 2 — резервуар для горючего; 3 — воздушное пространство; 4 — нагревательная ванночка; 5 — смеситель; 6 — труба; 7 — смесительная труба; 8 — сопло; 9 — защитное устройство; 10 — вентиль; 11 — крышка; 12 — насос
защищающее от ветра, вентиль 10, крышка заливного отверстия 11 и насос 12.
В качестве подогревателя может использоваться керосиновая лампа Для ее разжигания надо налить в ванночку 3 немного керосина и поджечь его. Но перед этим вентиль 4 закрывают, а воздушный клапан 2 открывают. К моменту полного сгорания керосина в ванночке следует закрыть клапан2, подкачать воздух в резервуар 1, приоткрыть вентиль 4 и поставить лампу около защитного устройства на расстоянии 100... 150 мм, а затем отрегулировать интенсивность горения. Гасят лампу закрытием вентиля4 и выпуском воздуха из резервуара 1 клапаном 2. К паяльникам непрерывного подогрева относят газовые, бензиновые и электрические паяльники.

Дата: 2019-05-28, просмотров: 452.