Погрешность закрепления заготовки представляет собой разность наибольшей и наименьшей проекции смещения измерительной базы на направление выполняемого размера при приложении к заготовке силы закрепления. Для партии заготовок погрешность закрепления равна нулю, если величина смещения постоянна; при этом поле допуска выполняемого размера не изменяется, его положение корректирует настройка станка. Согласно определению,

где α – угол между направлением выполняемого размера и направлением смещения измерительной базы.
Выражение в скобках представляет собой расстояние между предельными положениями измерительной базы. Умножая его на  , получаем погрешность закрепления для выполняемого размера. Погрешность закрепления
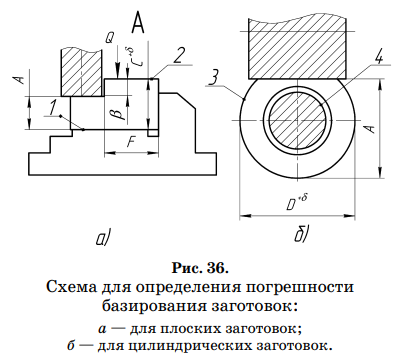
, получаем погрешность закрепления для выполняемого размера. Погрешность закрепления  для размеров А и
для размеров А и  (см. рис. 36а) не равна нулю, а для размера F
(см. рис. 36а) не равна нулю, а для размера F  , так как боковая (измерительная) база перемещается при зажиме заготовки в собственной плоскости.
, так как боковая (измерительная) база перемещается при зажиме заготовки в собственной плоскости.
Сила закрепления должна надежно прижимать заготовку к опорам приспособления. При неправильной схеме закрепления, когда это условие не обеспечивается, часто происходит поворот или смещение заготовки на значительную величину от исходного положения. Такое смещение вызывается неправильной схемой базирования.
при постоянной силе закрепления заготовок и одинаковом качестве их базовых поверхностей, a также при смещении заготовок перпендикулярно выдерживаемому размеру α = 90°.
Величину уменьшают:
· стабилизируя силу закрепления (применение пневматических и гидравлических зажимов вместо ручных);
· повышая жесткость стыка опоры приспособления (увеличивая базовую поверхность заготовки);
· увеличивая жесткость приспособления в направлении передачи силы закрепления;
· улучшая качество базовых поверхностей;
· располагая направления выполняемого размера и смещения измерительной базы по нормали друг к другу;
· использованием приводов автоматизированных станочных приспособлений со стабильной силой закрепления заготовки;
· повышением износостойкости опор;
· шлифованием ответственных поверхностей опор и других деталей станочного приспособления;
· многократной затяжкой стыков станочных приспособлений;
· введением в стыки станочных приспособлений тонкого слоя клея;
· более тщательной обработкой баз заготовок с уменьшением и стабилизацией параметров волнистости и шероховатости поверхности.
Погрешность закрепления не влияет на точность диаметров и размеров, связывающих обрабатываемые при данном установе поверхности, а также на точность формы обрабатываемых поверхностей.
Дата: 2019-02-25, просмотров: 445.