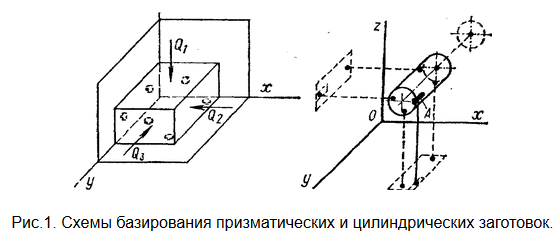
При базировании по правилу шести точек заготовка устанавливается в приспособлении на шесть опорных точек. Нижняя поверхность заготовки устанавливается на 3 точки и является установочной поверхностью. Боковая поверхность с двумя опорными точками является направляющей поверхностью, для которой выбирают поверхность наибольшей протяжённости. Поверхность с одной опорной точкой является опорной поверхностью.
Отклонения от геометрической формы и размеров, возникающие в процессе обработки заготовки, должны находиться в пределах допусков, определяющих максимально допустимые значения погрешностей размеров и формы детали. При механической обработке обеспечение заданной точности зависит от выбора технологических баз и схемы установки заготовок.
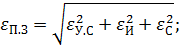
Погрешность установки заготовки можно рассчитать по формуле:
где
 – погрешность базирования;
– погрешность базирования;
 – погрешность закрепления;
– погрешность закрепления;
 – погрешность положения заготовки.
– погрешность положения заготовки.
где
 – погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
– погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
 – погрешность, вызванная износом установочных элементов приспособления;
– погрешность, вызванная износом установочных элементов приспособления;
 – погрешность установки приспособления на станке.
– погрешность установки приспособления на станке.
Погрешность базирования возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает.
Погрешность закрепления образуется из поверхностей, возникающих до приложения силы зажатия и при зажатии. При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления. Погрешности закрепления можно определять расчетным и опытным путем для каждого конкретного способа закрепления заготовки.
Допуск выполнения заданных размеров  может быть определен как.
может быть определен как.
где
ω – средняя экономическая точность обработки на металлообрабатывающих станках;
Для принятых методов обработки и схемы установки заготовки расчетное значение допуска должно быть меньше заданного [ ].
Изобразите схему базирования диска.
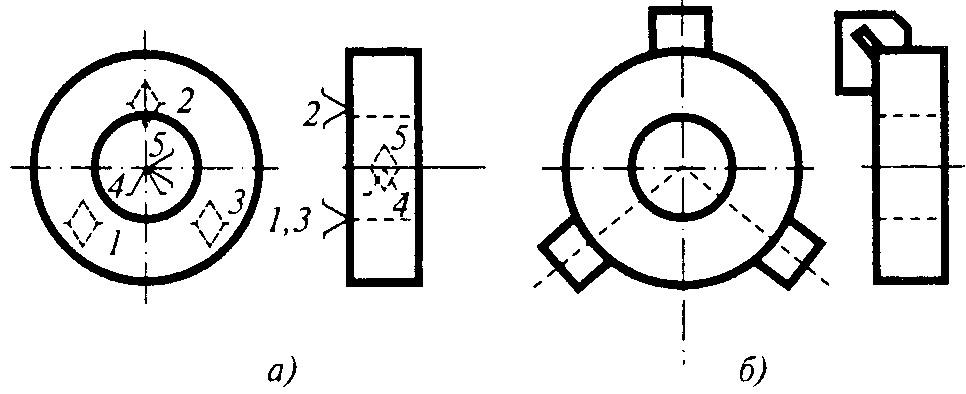
Установка диска в трехкулачковом самоцентрирующем патроне: а – теоретическая схема базирования; б – схема установки
Дата: 2019-02-25, просмотров: 639.