Тщательная подготовка режущего инструмента к напайке важное условие получения его высокого качества. Необходимость тщательной подготовки приобретает особенное значение, если инструмент напаивается пластинками металлокерамических твердых сплавов.
Слесарные операции по подготовке к напайке преследуют две цели:
а) обработку поверхностей спая, состоящую в том, чтобы добиться плотного прилегания пластинок к корпусу, при котором слой припоя после напайки будет равномерным;
б) сборку пластинок с корпусом таким образом, чтобы они не выпали во время напайки.
Решение первой задачи достигается при фрезеровании опорных поверхностей корпуса и при шлифовании поверхностей пластинок; металлокерамических сплавов. В том случае, если фрезерование не позволило получить качественное прилегание поверхностей, признаком которого является соединение поверхностей с зазором между ними не более 0,05—0,08 мм и чистотой их не менее 5, то поверхности спая подправляются личными напильниками до получения, заданных условий.
При решении второй задачи, т. е. при сборке корпуса и пластиной в зависимости от конструкции корпусов, может быть два случая. Корпусы могут иметь четыре различных вида гнезд для крепления пластинок: открытое, полузакрытое, закрытое и врезное (рис. 1).
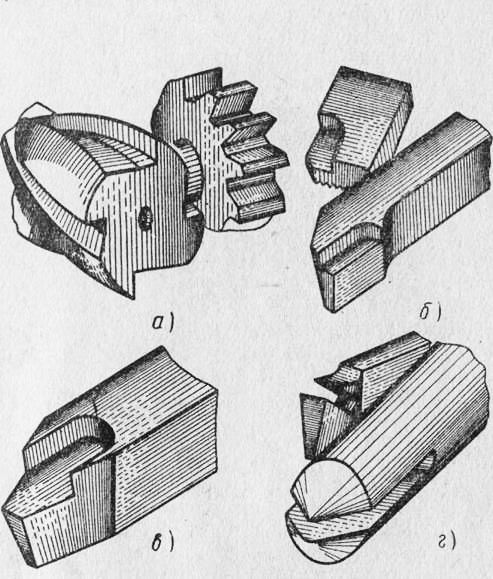
Рис. 1. Конструкция гнезд для установки пластинок в режущем инструменте: а — открытая; б — полузакрытая; в — закрытая; г — врезная.
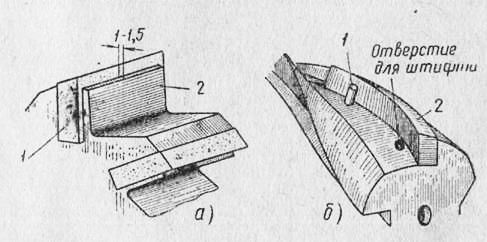
Рис. 2. Два варианта сборки пластинок под напайку.
Наивысшую сложность представляет сборка инструмента с открытым креплением пластинок (за исключением резцов). При сборке такого инструмента прибегают к одному из двух технологических вариантов. Первый из них состоит в том, что во время фрезерования гнезда оставляют со стороны передней поверхности пластинки тонкую перемычку толщиной 1—1,5 мм, которая в дальнейшем и чаще всего при заточке удаляется абразивным кругом. Чтобы закрепить пластинку в таком корпусе, перемычку подчеканивают до тех пор, пока пластинка не окажется прижатой к опорной плоскости корпуса. Такой способ находит применение, например, при изготовлении дисковых фрез.
Второй вариант состоит в том, что пластинку при напайке удерживает цилиндрический штифт, забиваемый в корпус инструмента. Этот штифт при необходимости также подгибается к пластинке и впоследствии может быть удален. Такой вариант чаще всего применяется при изготовлении фрез с металлокерамическими винтовыми пластинками.
При закрытом креплении пластинок сборка инструмента сводится к обыкновенной пригонке пазов корпуса но пластинкам на плотную посадку, осуществляемую легкими ударами деревянного молотка. В этом случае пластинки твердого сплава предварительно шлифуются с обеих сторон.
Качественная напайка требует чистых поверхностей, удаления всех следов грязи и жировых веществ. Это достигается тщательной промывкой как пластинок, так и поверхностей корпуса в четырех-хлористом углероде или бензине. Чтобы предохранить центровые, резьбовые и посадочные отверстия инструмента от затекания в них припоя, слесарь забивает их перед отправкой на напайку асбестом.
Дата: 2019-02-19, просмотров: 539.