Теплоту QЭЭ, которая должна выделиться в зоне формирования соединения для получения ядра заданных размеров, можно рассчитать через теплосодержание металла в ней к концу процесса сварки и количество теплоты, отведенное из зоны сварки в процессе формирования соединения. Для этого используют условные схемы теплопередачи в зоне сварки и распределения в ней температуры (рис. 2.12).
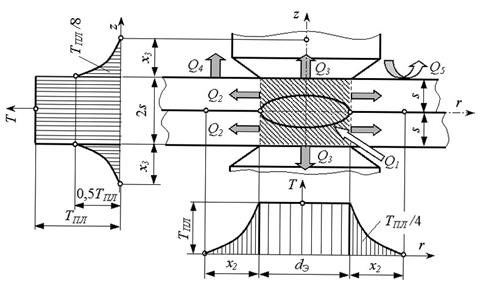
Рис. 2.12. Схемы теплопередачи в зоне сварки и распределения в ней температуры для расчета теплового баланса
В данной методике расчета допускают, что вся теплота QЭЭ выделяется в цилиндре, диаметр которого равен диаметру dЭ контакта электрод-деталь. Выделившуюся теплоту QЭЭ условно разделяют на теплоту Q1, которая расходуется на нагрев и плавление металла в выделенном цилиндре (Q1 ≈ 20...30 % от QЭЭ, а также на теплоту Q2, которая отводится в окружающий его металл деталей (Q2 ≈ 20 % от QЭЭ) и теплоту Q3, которая отводится в электроды (Q3 > 50 % от QЭЭ). Относительно очень небольшая часть теплоты QЭЭ отводится с поверхностей деталей радиационной Q4 и конвективной Q5 теплоотдачей. Такое распределение теплоты QЭЭ описывается так называемым «уравнением теплового баланса», которое было предложено еще в 30-х годах прошлого века и используется до настоящего времени в инженерных методиках расчетного определения силы сварочного тока:
 . (2.8)
. (2.8)
При расчетах по уравнению теплового баланса (2.8) общего количества теплоты QЭЭ, требуемой для формирования соединения заданных размеров, радиационной Q4 и конвективной Q5 теплоотдачей с поверхностей деталей обычно пренебрегают из-за их относительно малых величин.
Для расчета теплоты в зоне сварки делают ряд допущений. Так, принимают, что средняя температура в цилиндре, диаметром dЭ, который приближенно равен диаметру ядра, и высотой, равной суммарной толщине двух деталей 2 s, принимается равной температуре плавления ТПЛ. Считается, что заметное повышение температуры металла в деталях из-за отвода в них теплоты Q2 наблюдается на расстоянии х2 от границы цилиндра, которое определяется временем сварки tСВ и коэффициентом температуропроводности металла аМ:
 .
.
При этом принимается, что средняя температура кольца шириной х2 вокруг цилиндра диаметром dЭ, равна ТПЛ / 4.
Определение потерь тепла в электроды производится аналогичным образом. При этом принимается, что за счет тепла Q3 нагревается до средней температуры, равной ТПЛ / 8, участок электрода длиной
 ,
,
где аЭ — коэффициент температуропроводности металла электродов.
С учетом сказанного сокращенное уравнение теплового баланса

в развернутом виде описывают обычно следующим выражением:
 , (2.9)
, (2.9)
где γМ и γЭ — плотность металла свариваемых деталей и электродов; сМ и сЭ — теплоемкость металла свариваемых деталей и электродов; k1 — коэффициент, который учитывает неравномерность распределения температуры в кольце; k2 — коэффициент, учитывающий влияние на теплоотвод формы рабочей части электродов.
С увеличением времени точечной сварки доля теплоты, отводимой в окружающий металл и электроды, всегда увеличивается, т. е. с увеличением времени сварки всегда уменьшается КПД процесса нагрева.
Количество теплоты QЭЭ, которое требуется для образования точечного сварного соединения заданных размеров, используют в основном для приближенного определения силы сварочного тока IСВ по зависимости, обеспечивающего выделение этой теплоты.
Расчет сварочного тока. Сварочный ток рассчитывают по закону Джоуля – Ленца. Зависимость (2.1), при условии осреднения за цикл сварки значений электрического сопротивления в зоне сварки, преобразуют к следующему виду:
 , (2.10)
, (2.10)
где Q ЭЭ — общее количество теплоты, затрачиваемой на образование соединения; mr — коэффициент, учитывающий изменение r ЭЭ в процессе сварки.
Для низкоуглеродистых сталей mr ≈ 1, для алюминиевых и магниевых сплавов mr ≈ 1,15, коррозионно-стойких сталей mr ≈ 1,2, сплавов титана mr ≈ 1,4.
Общее количество теплоты, затрачиваемой на образование соединения Q ЭЭ определяется из уравнения теплового баланса по зависимости (2.9), а конечное значение электрического сопротивления деталей — по зависимости (2.5).
Пример. Определить силу тока при точечной сварке листов из низкоуглеродистой стали толщиной 4 мм электродами с диаметром рабочей поверхности 12 мм и временем сварки 1 с. Температура ликвидуса стали 1500 °С, теплоемкость с для стали 0,67 КДж/(кг×К), меди – 0,38 КДж/(кг×К), плотность γ для стали равна 7800 кг/м3, меди – 8900 кг/м3, коэффициент температуропроводности ам для стали равен 9×10-6 м2/с, меди – 8×10-5 м2/с. Электрическое сопротивление деталей к концу процесса сварки r ДК ≈ 58 мкОм.
Значения экспериментальных коэффициентов примем: k1 = 0,8;
k2 = 1,5. Вычислим значения x 2 и x 3 :
 ,
,  .
.
Вычислим значение Q ЭЭ по зависимости (2.9):


 кДж.
кДж.
Тогда искомая сила сварочного тока по зависимости (2.10) будет равна:
 кА.
кА.
Дата: 2019-02-02, просмотров: 424.