Снижение коррозионной стойкости соединений - возникает в результате переноса части электродного металла на поверхность вмятины и может вызвать усиленную коррозию в этой части соединения, особенно на сплавах, чувствительных к коррозии в контакте с электроположительными элементами, например алюминиевых и магниевых сплавах в контакте с медью. Этот дефект называется в практике контактной сварки «загрязнением» поверхностей деталей. Следствием подобного изменения свойств является увеличение температуры в контакте с деталями как за счет повышения тепловыделения, так и за счет снижения теплоотвода (эффект теплового экранирования). Это явление приводит к росту объема расплавленного металла (глубины проплавления), что часто сопровождается образованием трещин, выходящих на поверхность деталей, и выплесков.
Таким образом, на определенной стадии процесса возникает необходимость периодической зачистки рабочей поверхности электродов для удаления продуктов взаимодействия (рис. 2.32), что снижает производительность процесса сварки. Момент зачистки обычно соответствует глубине проплавления 80…90 % и зависит от свойств металла и состояния поверхностей деталей и режима сварки. В качестве электрического параметра для оценки состояния поверхностей электрода может служить сопротивление rэд.
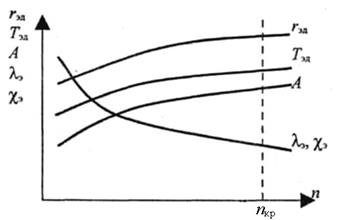
Рис.2.32. Характер изменения свойств рабочей поверхности электрода:
rэд – сопротивление электрод - деталь; Tэд – температура электрод - деталь; А – глубина проплавления при выполнении ряда точек п; λэ – теплопроводность;
χэ – электропроводность
Заметное снижение коррозионной стойкости соединений в основном характерно для химически активных металлов—сплавов на основе магния, алюминия, никеля, покрытий из алюминия и цинка.
Для уменьшения вероятности снижения коррозионной стойкости соединений следует принимать меры к торможению процессов массопереноса. К таким технологическим мероприятиям можно отнести следующие:
1. Тщательная подготовка поверхности деталей перед сваркой, желательно химическим способом, для удаления продуктов, содержащих влагу и способствующих вторичному окислению поверхности электрода.
2. Использование жестких режимов, сокращающих пребывание металла при повышенных температурах.
3. Применение предварительного обжатия деталей перед сваркой.
4. Нанесение на поверхность деталей барьерных веществ (минеральных масел), препятствующих массопереносу (схватыванию) и вторичному окислению электродов.
5. Интенсивное охлаждение электродов и роликов водой и в ряде случаев жидкими газами; использование электродных материалов с высокой теплопроводностью, например, технической меди при точечной сварке магниевых сплавов.
6. Удаление продуктов массопереноса с поверхности соединений после сварки путем зачистки ее металлическими щетками.
Изменения структуры металла сварного соединения
Неблагоприятные изменения структуры металла сварного соединения — это гаммы неблагоприятных структур в шве и околошовной зоне сварного соединения, которые в зависимости от свойств конкретного металла могут быть следствием термодеформационного цикла сварки.
Однако роль этих изменений в большинстве случаев относительно невелика из-за концентрации напряжений у границ шва, а также малой ширины зоны термического влияния и незавершенности процесса структурных изменений вследствие кратковременности нагрева.
Дефекты рельефной сварки
Дефекты рельефной сварки и их причины в большинстве случаев те же, что и при точечной сварке. Однако в ряде случаев допускается рельефная сварка в твердой фазе. Большие пластические деформации, возникающие при осадке рельефа, стабилизируют прочностные показатели. Причинами дефектов рельефной сварки кроме нарушения параметров режима сварки, может быть изменение размеров рельефов по высоте. В многорельефном соединении это нарушает равномерное распределение тока по рельефам, что приводит к перегреву отдельных рельефов, внутренним выплескам или к полному отсутствию соединения. При рельефной сварке один из электродов изнашивается быстрее. На его рабочей поверхности появляются лунки. На детали в этом месте образуется декоративный дефект в виде выпуклости. При увеличении выпуклости снижается прочность соединения.
Для Т - образных соединений типичны дефекты стыковой сварки сопротивлением.
Число и характер допустимых дефектов определяются техническими условиями или другими документами и зависят от ответственности конструкции, сварочного оборудования, материала детали и других обстоятельств.
Дефекты при стыковой сварке
Дефекты при стыковой сварке: непровар, рыхлоты, перегрев, трещины, искривление волокон, подгар поверхности в месте подвода тока.
Непровар выражается оксидными пленками, которые остаются в стыке. На изломе они видны в виде матовых пятен. Непровар существенно снижает прочность и пластичность соединений. Причинами этого дефекта могут быть неустойчивое оплавление, выключение тока до начала осадки, недостаточное оплавление, малая скорость осадки. При недостаточной осадке в стыке может оставаться невытесненный литой металл. Его кристаллизация сопровождается образованием усадочных рыхлот. Такие рыхлоты могут появляться и в околостыковой зоне на участке твердо - жидкого состояния.
Причина непровара при отсутствии оксидов — недостаточный нагрев торцов. В изломах таких холодных стыков наблюдается хрупкое межзеренное разрушение.
Рыхлоты обычно образуются в глубоких кратерах, в местах, заполненных расплавленным металлом. Кристаллизация этого металла сопровождается появлением усадочных дефектов — раковин в форме линз. При недостаточной осадке раковины могут возникать в околостыковой зоне на участке твердо - жидкого состояния металла
Перегрев металла обычно вызывает укрупнение зерна в околошовной зоне и снижение пластичности соединения. Сильный перегрев может привести к пережогу. Причинами дефекта являются: слишком затянутый цикл оплавления, излишний подогрев деталей перед оплавлением, малая величина осадки, слишком большая длительность осадки под током.
Трещины при стыковой сварке могут быть двух видов: продольные и поперечные (кольцевые). Продольные трещины образуются при излишней осадке металла. Этот дефект образуется при перегреве места сварки. Кольцевые трещины обычно возникают при сварке закаливающихся материалов на слишком жестком режиме. Их образованию способствует упругая деформация деталей в зажимах вследствие отхода назад подвижной плиты машины. К таким дефектам относят и расслоение — дефект металла, который раскрывается при осадке и имеет вид трещины.
Искривление волокон в области стыка обычно наблюдается при чрезмерной осадке металлов с резко выраженной анизотропией свойств. Это приводит к ухудшению работоспособности соединения.
Подгар поверхности детали образуется в месте подвода тока при плохой подготовке поверхности детали, недостаточном усилии зажатия или неправильной установке губок (электродов). Большое выделение теплоты в этом месте приводит к подплавлению поверхности. Если свариваемый металл подвержен закалке, то в месте подгара возможно существенное повышение твердости, что осложняет последующую механическую обработку детали.
Для стыковой сварки также устанавливаются количество и размеры допустимых дефектов.
Дата: 2019-02-02, просмотров: 405.