При односторонней точечной сварке сварочный ток подводят со стороны одной (в большинстве случаев верхней) детали (рис. 1.6). За один цикл сварки получают обычно две точки. В некоторых случаях — одну, когда второй электрод с увеличенным диаметром dэ используют в качестве токоподвода.
Этот способ КТС обеспечивает высокую производительность, возможность соединения деталей с одной стороны, снижение потребляемой электрической мощности (малая площадь сварочного контура машины), уменьшение коробления деталей (за счет симметричной одновременной приварки).
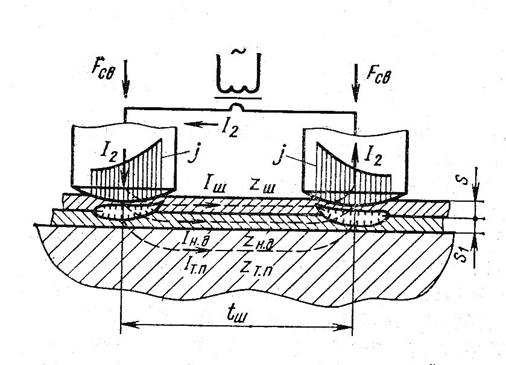
Рис.1.6. Схема односторонней контактной сварки
Существенный недостаток односторонней точечной сварки — бесполезное шунтирование тока (Iш) через верхнюю деталь. Это, в частности, затрудняет сварку деталей из сплавов с высокой электропроводимостью, вызывает нагрев и деформацию верхней детали, искажает электрическое и тепловое поле в приэлектродной области. При малом расстоянии между электродами tш это может вызывать наружные выплески из-за искажения формы ядра (см. изотерму плавления на рис. 1.6). Ток шунтирования снижается при увеличении удельного электрического сопротивления ρ0 свариваемого материала деталей, шага между точками tш, уменьшении отношения толщин деталей sl/s2 и ρ0 токоведущей подкладки. Действительно, Iш зависит от отношения Zш, Zн.д. и Zт.п. Увеличение Iш вызывает рост потребляемой электрической мощности и в ряде случаев создает сложности при конструировании сварных узлов.
Частично уменьшить Iш, устранить искажение температурного поля и повысить стойкость электродов удается, применяя двух импульсный режим сварки с подогревом. Первый импульс увеличивает Zш, а второй формирует соединения при малом tш.
Одностороннюю сварку без подкладки применяют реже, главным образом на узлах высокой жесткости, способных воспринимать без продавливания сварочное усилие FCB. Используют жесткие режимы. Однако большая величина Iш мешает достижению устойчивых результатов.
Схемы односторонней точечной и шовной сварки чаще всего применяют в специальных многоточечных (автомобилестроение) и многошовных (холодильники) машинах, где односторонний доступ и малый вторичный контур удобны для компоновки электродов и стабилизации качества соединений. Нередко одностороннюю сварку используют для прихватки тонкостенных деталей.
Рельефная сварка
Рельефная сварка — одна из разновидностей точечной сварки. При этом на поверхности одной из деталей 1, которые при сварке сжимают электродами 2, предварительно формируют выступ — рельеф 5 (рис. 1.7), ограничивающий начальную площадь контакта деталей, в результате чего при сварке в этой зоне повышаются плотность тока и скорость тепловыделения.
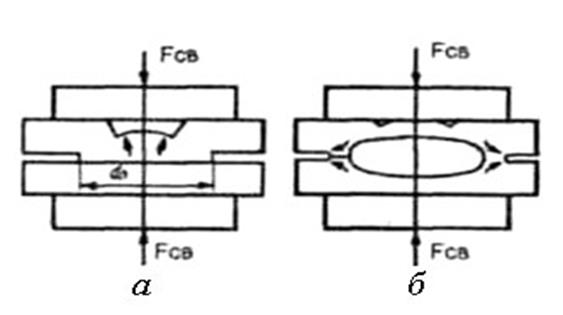
Рис 1.7. Схема рельефной сварки
При протекании от источника 3 сварочного тока рельеф нагревается и постепенно деформируется. На определенной стадии процесса сварки формируется ядро 4, как при обычной точечной сварке. Часто на поверхности детали выполняют несколько рельефов или один протяженный выступ замкнутой формы, например, в виде кольца. После прохождения сварочного тока получают одновременно несколько точек или непрерывный плотный шов (контурная рельефная сварка).
При рельефной сварке расположение точек определяется выступами (рельефами), сделанными в одной из деталей одновременно с ее изготовлением (вырубкой, высадкой, штамповкой). Если детали разнотолщинные, из разноименных сплавов, рельефы формируют на более толстой детали или из более прочного сплава. При сварке листовых конструкций из сталей и титановых сплавов обычно применяют рельефы, приведенные на рис. 1.8, а.
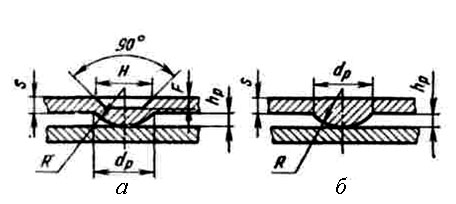
Рис. 1.8. типичные формы рельефа
Для сплавов с малой жаропрочностью (например, алюминиевых) применяют рельефы, показанные на рис. 1.8, б. Размеры рельефов, а также диаметр ядра расплавленного металла dя и величина нахлестки В приведены в таблице 1.2. Вместо электродов применяют токопроводящие (из медных сплавов) основания, выполненные по форме поверхности свариваемых деталей. Часто в местах расположения рельефов в основания устанавливают сменные электродные вставки с плоской рабочей поверхностью и внутренним водяным охлаждением. За один цикл сварки происходит одновременное образование всех точек. Основания укрепляют на токоподводящих (контактных) плитах неподвижной нижней консоли (столе) и верхней подвижной головки машины.
В результате радиально направленной интенсивной пластической деформации в области сварочного контакта (которая в 10…15 раз больше, чем при точечной) идут процессы обновления поверхности и схватывания с образованием связей в твердом состоянии. Во второй половине цикла сварки образуется зона взаимного расплавления деталей. Соединение при рельефной сварке может возникать и без расплавления (что особенно характерно для сталей, титановых сплавов). Однако литая зона стабилизирует прочность соединений, особенно при сварке коррозионно-стойких и жаропрочных сталей и сплавов, а также облегчает последующий контроль.
Таблица 1.2
Некоторые рекомендуемые конструктивные элементы
рельефных соединений, мм (см. рис. 1.8, а)
| s | dp | hр | R | F | H | B* | d* |
| 0,6…0,7 | 3 | 0,7 | 1,25 | 1 | 2,6 | 6 | 3,3 |
| 1…1,3 | 3,75 | 0,9 | 1,6 | 1,25 | 3,45 | 10 | 5 |
| 1,8…2,2 | 4,75 | 1,12 | 2 | 1,6 | 4,6 | 14 | 7 |
| * По ГОСТ 15878 - 79, группа А. | |||||||
При сварке алюминиевых и других сплавов, обладающих сравнительно малой прочностью, штампованные рельефы быстро сминаются на большей части своей высоты еще до включения тока. Так происходит, например, на термически неупрочняемых алюминиевых сплавах. Лучшие результаты получают на рельефах, создаваемых высадкой с формированием литой зоны.
Формирование соединений при рельефной сварке происходит следующим образом (рис. 1.9).
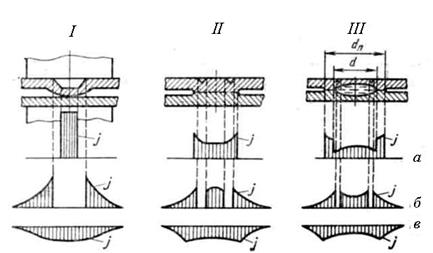
Рис. 1.9. Характер изменения зоны сварки и эпюры плотности тока на различных этапах ( I … III ) формирования рельефного соединения:
а — плотность тока в контакте рельеф - деталь; б — то же, в контакте верхний электрод-деталь; в — то же, в контакте нижний электрод - деталь
В начале процесса сварки, на этапе I плотность тока j в контакте деталь - деталь оказывается достаточно высокой вследствие небольшой площади контактов рельеф - деталь (рис. 1.9, а). На этапе II интенсифицируются пластические радиальные деформации металла рельефов. Преимущественное направление течения металла — вдоль плоскости внутреннего контакта и в направлении впадины рельефа.
На этапе III возникает и развивается зона взаимного расплавления деталей диаметром d. Плотность тока в сварочном контакте уменьшается из-за увеличения диаметра уплотняющего пояска dп и к концу цикла становится близкой к процессу точечной сварки.
Также поэтапно изменяется (по форме и уровню) плотность тока в контакте электрод - деталь (рис. 1.9, а). В связи с развитой плоской поверхностью электродов и деталей она всегда ниже, чем при точечной сварке. Соответственно возрастает стойкость электродов.
В течение времени примерно 0,5tсв зазор между деталями захлопывается и электроды сближаются. Затем по мере возникновения и развития расплавленной зоны электроды начинают раздвигаться. В соответствии с увеличивающимся диаметром литого ядра возрастает прочность точек на срез Fср. Прочность точек уже относительно высока при t < 0,5 tсв, когда расплавленная зона еще не возникает; это свидетельствует о достаточно большой эффективности сварки в твердом состоянии. Однако по мере роста диаметра литого ядра увеличивается как прочность, так и устойчивость механических характеристик.
При выборе режимов сварки исходят из необходимости усиленной пластической деформации металла зоны сварки, предупреждения вероятности внутреннего выплеска (в момент включения сварочного тока), увеличения Iсв и Fсв пропорционально числу одновременно свариваемых точек, равномерного нагрева и деформации рельефов, а также из целесообразности формирования зоны взаимного расплавления. Для выполнения этих требований рекомендуют прикладывать постоянное повышенное усилие сжатия ( см. циклограмму на рис. 1.4, б) Режим сварки должен быть средней жесткости, так как слишком жесткий режим сопровождается выплесками и большими зазорами между деталями, а при мягком режиме может преждевременно деформироваться рельеф и не образоваться литое ядро. Установленный режим должен обеспечивать оптимальное время существования выступа (табл. 1.3).
Таблица 1.3
Режимы рельефной одноточечной сварки низкоуглеродистой стали (2+2 мм)
| S,мм | d, мм | Iсв, кА | tсв, с | Fсв, кН |
| 0,8 1 2 | 4 4,5 7 | 6…7 7…8 11…12 | 0,12 0,2 0,5 | 0,9…1 3 1,2…1 |
Рельефная сварка увеличивает производительность (одновременная постановка группы точек, соединение по всему контуру), уменьшает величину нахлестки и массу узлов (из-за ограничения области разогрева и пластической деформации), повышает стойкость электродов (вследствие увеличенных размеров их рабочей поверхности), устраняет необходимость в такой трудоемкой технологической операции, как разметка.
Шовная сварка
Шовная сварка — способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек (рис. 1.10).
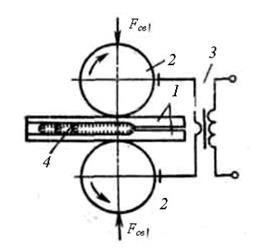
Рис. 1.10. Схема шовной сварки
Подвод тока от источника 3 и перемещение деталей 1 осуществляют с помощью вращающихся дисковых электродов — роликов 3. Как и при точечной сварке, детали собирают внахлестку и нагревают кратковременными импульсами сварочного тока. Перекрытие точек достигается соответствующим выбором паузы между импульсами тока и скорости вращения роликов. В зависимости от того, вращаются ролики непрерывно при сварке шва или останавливаются на время прохождения сварочного тока, различают непрерывную и шаговую сварку. Шаговая сварка отличается относительно небольшой производительностью, однако при этой сварке уменьшаются скорость износа рабочей поверхности роликов и вероятность образования дефектов шва (трещин, раковин) по сравнению с непрерывной сваркой, когда прохождение сварочного тока и кристаллизация литого ядра осуществляются при вращающихся роликах.
Размеры конструктивных элементов соединений при шовной сварке такие же, как и при точечной (см. рис. 1.3 и табл. 1.1).
Стыковая сварка
Стыковая сварка — это способ контактной сварки, при котором детали 1 (рис. 1.11) соединяются по всей площади касания (по всему торцевому сечению).
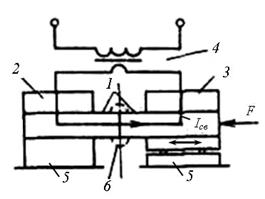
Рис.1.11. Схема стыковой сварки
Свариваемые детали 1 закрепляют в токоподводящих зажимах (губках) 2 и 3, соединенных с источником тока 4. Один из зажимов, например зажим 2, неподвижно закреплен на корпусе 5 машины для стыковой сварки. Другой же зажим 3 подвижный. Он закреплен на корпусе 5 сварочной машины с возможностью осевого перемещения и соединен с приводом усилия сжатия машины F.
По степени и механизму нагрева металла торцов деталей 1 различают стыковую сварку сопротивлением и оплавлением.
При стыковой сварке сопротивлением детали 1 предварительно сжимают усилием Fсв и включают в сеть сварочный трансформатор 4. По деталям протекает сварочный ток Iсв, в результате чего происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления (0,8…0,9 Тпл). Затем, при достижении заданной температуры торцов деталей, сварочный ток Iсв выключают и резко увеличивают усилие сжатия деталей до величины, которую называют усилием осадки Fос. Под действием усилия осадки Fос детали в стыке пластически деформируются. При этом из зоны сварки вследствие радиального течения металла частично выдавливаются поверхностные пленки, формируется физический контакт чистых металлических поверхностей и образуется сварное соединение.
При стыковой сварке оплавлением свариваемые детали 1 закрепляют в токоподводящих зажимах 2 и 3 с зазором между их свариваемыми торцевыми поверхностями. В процессе сварки вначале на детали 2 и 3 подают напряжение от сварочного трансформатора 4, а затем их сближают с относительно небольшой скоростью, которую называют скоростью оплавления vопл. При соприкосновении поверхностей деталей в отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается, расплавляется, образуя жидкие перемычки, которые взрывообразно разрушаются вследствие перегрева и с большой скоростью выбрасываются из свариваемого стыка в виде брызг. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов — перемычек расплавленного металла, т. е. оплавления торцов. К концу процесса на торцах образуется сплошной слой жидкого металла.
В процессе оплавления усилие сжатия деталей Fопл относительно небольшое и определяется давлением паров металла в свариваемом стыке.
В момент, когда температура металла деталей вблизи стыка достигает значений близких к температуре плавления (0,8…0,9 Тпл) резко увеличивают скорость сближения деталей и усилие сжатия деталей увеличивают до величины, которую называют усилием осадки Fос. Сварочный ток Iсв выключают сразу после начала осадки деталей.
Под действием усилия осадки Fос торцы деталей в стыке смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливается из зоны сварки, образуя утолщение — грат 6 (на рис. 1.11 показан штриховой линией). При этом вследствие радиального течения металла формируется физический контакт чистых металлических поверхностей и образуется сварное соединение.
Стыковую сварку как сопротивлением, так и оплавлением относят по состоянию металла в зоне сварки к сварке в твердом состоянии, хотя в отдельных случаях, особенно при стыковой сварке оплавлением деталей больших сечений, стыковое соединение при сварке оплавлением формируется в твердожидкой фазе.
Образование соединений при КОНТАКТНОЙ сварке
2.1. Общая схема формирования точечного сварного соединения
В общем случае для формирования сварных соединении деталей, в том числе и при контактной точечной сварке, необходимо образование физического контакта между соединяемыми их поверхностями, химических связей в нем и развитие релаксационных процессов в объемах металла зоны сварки. В каждой элементарной точке эти процессы идут последовательно, а по отношению ко всей соединяемой поверхности могут протекать одновременно. При КТС их зарождение и развитие обеспечивается комплексным тепловым и силовым воздействием на металл зоны формирования соединения.
Термодеформационные процессы, протекающие в зоне формирования точечного сварного соединения, в соответствии со значимостью их влияния на конечный результат сварки принято условно разделять на основные процессы и процессы сопутствующие.
К основным термодеформационным процессам относят процессы, без протекания которых формирование точечного сварного соединения в принципе невозможно. К ним относят, в частности, следующие:
- нагрев и расплавление металла проходящим током;
- образование общей зоны расплавленного металла (ядра) и его кристаллизацию на последней стадии формирования соединений;
- микроскопические деформации металла в контактах и макроскопические в зоне формирования соединения.
К сопутствующим термодеформационным процессам сварки относят процессы, которые не только не обязательны для формирования сварного соединения, но некоторые из них и нежелательны, так как ухудшают условия формирования соединения и конечные результаты сварки. При КТС они являются неизбежным следствием протекания в зоне сварки процессов основных. В частности, к сопутствующим процессам относят следующие:
- дилатацию металла в зоне формирования соединений;
- перемешивание металла в ядре и удаление окисных пленок;
- воздействие термодеформационного цикла сварки на свойства металла в зоне сварки и прилегающей к ней области;
- образование остаточных напряжений и деформаций в деталях;
- массоперенос в контактах электрод – деталь.
Несмотря на изменение значимости влияния каждого из перечисленных выше основных термодеформационных процессов, в процессе сварки общая схема формирования соединения происходит по единой схеме. Поэтому цикл сварки во временной последовательности условно разделяют на отдельные этапы, в соответствии со значимостью влияния какого-либо из основных факторов в их период. По-видимому, цикл сварки во временной последовательности целесообразно разделить на следующие четыре этапа (рис. 2.1), которые отличаются не только значимостью влияния какого-либо из основных факторов на процесс формирования соединения, но и основными технологическими задачами, выполняемыми сочетанием параметров режима в этот период:
1-й этап — от начала сжатия деталей электродами усилием FЭ до начала импульса тока IСВ;
2-й этап — от начала импульса тока IСВ до начала расплавления металла в контакте деталь – деталь (до начала формирования ядра);
3-й этап — от начала формирования ядра диаметром dЯ в контакте деталь – деталь до окончания импульса сварочного тока IСВ;
4-й этап — от окончания импульса сварочного тока IСВ до снятия усилия FЭ сжатия деталей электродами.
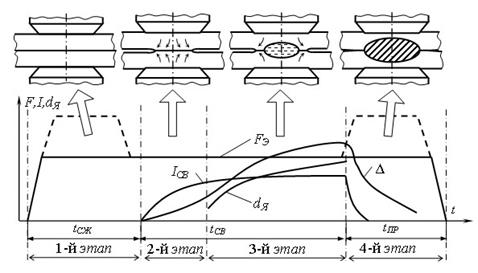
Рис.2.1. Схема основных этапов формирования соединения
На первом этапе сжатие деталей электродами вызывает микропластические деформации в контактах деталь-деталь и электрод-деталь, следствием которых является формирование механических и электрических контактов. Главная задача на этом этапе — это обеспечение стабильности параметров контактов, что является исходным условием устойчивого течения процесса сварки и получения стабильных размеров ядра.
На втором этапе включение тока приводит к нагреву металла в зоне сварки, который интенсифицирует процессы микропластических деформаций, разрушения окисных пленок, формирования механических и электрических контактов. Нагретый металл зоны сварки расширяется, деформируется преимущественно в зазор между деталями, вследствие чего в контакте деталь – деталь образуется рельеф (уплотняющий поясок). Это приводит к расхождению электродов Δ. Динамика увеличения уплотняющего пояска на этом этапе определяет изменение плотности тока в зоне сварки и скорость тепловыделения в ней. Главная задача на этом этапе — это обеспечение оптимальной скорости нагрева металла в зоне сварки.
На третьем этапе происходит расплавление металла в области контакта деталь-деталь, образование ядра и уплотняющего пояска вокруг него, который предотвращает выброс расплавленного металла. По мере прохождения тока продолжается нагрев металла в зоне сварки, ядро растет по диаметру и высоте, происходит перемешивание металла, удаление поверхностных пленок и образование металлических связей в жидкой фазе. Продолжаются процессы теплового расширения металла в зоне сварки и его пластической деформации. Главная задача на этом этапе — это обеспечение оптимальной степени макродеформаций металла в зоне сварки, которая бы обеспечивала оптимальную скорость нагрева металла в зоне сварки и предотвращала выброс расплавленного металла.
На четвёртом этапе происходит охлаждение металла в зоне сварки и его кристаллизация в ядре, параметры которого определяют эксплуатационные свойства точечного сварного соединения. При охлаждении металла уменьшается его объем, вследствие чего возникают остаточные напряжения и деформации. Главная задача на этом этапе — это обеспечение степени макродеформаций металла в зоне сварки, достаточной для компенсации усадки металла.
Для получения следующего соединения цикл через определенную паузу вновь повторяется.
При шовной сварке за счет теплопередачи от предыдущих точек процессы пластической деформации при сварке второй и последующих точек на всех трех этапах облегчаются. Снижается также скорость кристаллизации ядра, что приводит к уменьшению остаточных напряжений.
Обеспечение высокого качества сварки и максимальной производительности процесса для данной толщины, формы и материала изделий определяется правильностью выбранного режима сварки. Режим сварки — это совокупность электрических, механических и временных параметров, обеспечиваемых сварочным оборудованием для получения качественного соединения.
Кроме того, качество соединений зависит от техники сварки, формы электродов, качества сборки и подготовки поверхности, сварочного оборудования, системы контроля и от других конструктивно-технологических факторов.
Дата: 2019-02-02, просмотров: 531.