При точечной сварке в зоне формирования соединения действует несколько источников теплоты. Нагрев и плавление металла в зоне сварки происходит в основном за счет генерирования теплоты в зоне сварки на электрических сопротивлениях участка электрод–электрод, к которым относятся собственное активное сопротивление деталей, контактные сопротивления между электродами и деталями, контактное сопротивление между деталями, при прохождении через них электрического тока (рис. 2.2).
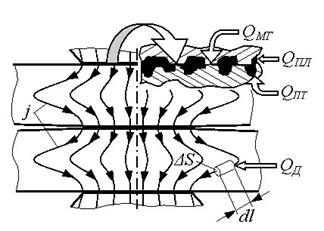
Рис. 2.2. Схемы источников выделения теплоты в зоне сварки
Некоторое количество теплоты (< 10 % от QЭЭ) генерируется в контактах деталь–деталь и электрод–деталь и в областях прилегающим к ним, где, хотя и в относительно короткий период
(~ 0,1tСВ), действуют ее плоские источники. В них генерируется теплота QМГ за счет электрического сопротивления микровыступов rМГ(T), непосредственно образующих контакт, которое в процессе сварки относительно быстро уменьшается вплоть до нулевых значений из-за деформирования (смятия) микровыступов вследствие их разупрочнения при увеличении температуры T. Кроме того, в контактах генерируется теплота за счет электрического сопротивления естественных оксидных пленок QПЛ, а также теплота Пельтье, которая генерируется по границам пленок с металлом или по границам жидкого металла с твердым, или же по границам разнородных металлов.
При приближенных решениях задач технологии КТС, например при определении для конкретных условий сварки ориентировочных значений сварочного тока, теплоту, выделяющуюся в контактах, т. е. Q МГ, Q ПЛ и QПТ, как правило, в расчетах не учитывают, или же учитывают усредненно через различные поправочные коэффициенты.
Основное же количество теплоты, выделяющейся при прохождении сварочного тока, в процессе точечной сварки (> 90 % от общего его количества QЭЭ, выделяющегося за цикл сварки в зоне формирования соединения на участке электрод–электрод) происходит в свариваемых деталях, где действует ее источник, распределенный в объеме металла деталей, проводящем электрический ток.
Линии электрического тока j в свариваемых деталях претерпевают заметные искривления, вследствие чего площадь элементарной силовой трубки тока Δ S меняется в зависимости от ее длины dl. С учетом этого суммарное количество теплоты QД, которое выделяется в деталях на собственно их сопротивлениях rД, может быть определено по закону Джоуля – Ленца. Но и на сопротивления деталей в той или иной степени, влияют много факторов: свойства металлов, форма соединяемых деталей, усилие сжатия, неравномерность нагрева, состояние поверхности и др. Всю совокупность факторов не представляется возможным учесть расчетным путем. Поэтому в технологических расчетах теплоту, выделяющуюся в зоне сварки QЭЭ, в основном определяют как теплоту QД, выделяющуюся только в свариваемых деталях, причем, в большинстве случаев температуру в зоне сварки усредняют и рассчитывают по зависимости:
 , (2.1)
, (2.1)
где IСВ — сила сварочного тока.
При определении количества теплоты, выделившейся в зоне сварки, во многих случаях прибегают к экспериментальным данным и упрощенным приближенным расчетам Обычно составляющие электрических сопротивлений рассматривают в условиях холодного (до включения сварочного тока) и горячего (при протекании сварочного тока) состояний контакта. Холодный контакт мало характерен для сварки. Поэтому большое внимание уделяют горячему контакту (на стадии нагрева) и особенно конечному значению его сопротивления, которое при заданных условиях сварки обычно стабилизируется и определяется в основном собственным сопротивлением деталей. В конце цикла нагрева при высоких значениях давлений (250…600 МПа) и температур роль контактных сопротивлений становится незначительной.
Дата: 2019-02-02, просмотров: 411.