Контактная сварка — это процесс образования неразъемных соединений деталей из конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия.
Соединение свариваемых деталей при контактной сварке (как и при других способах сварки) происходит путем образования связей между атомными агрегатами в зоне контакта этих деталей. При этом для образования физического контакта и активации соединяемых поверхностей затрачивается тепловая и механическая энергия, подводимая извне.
Известные способы контактной сварки классифицируют по ряду признаков:
1) по состоянию металла в зоне сварки при формировании соединения — с расплавлением металла и без расплавления;
2) по конструкции соединения: (нахлесточное или стыковое);
3) по технологическому способу получения соединений:
- точечная;
- рельефная;
- шовная;
- стыковая;
4) точечная сварка в свою очередь подразделяется:
- по способу подвода тока — одно- и двусторонняя;
- по роду сварочного тока и форме импульса тока (переменный - промышленной, повышенной и пониженной частоты, постоянный, униполярный — ток одной полярности с переменной силой в течение импульса);
- по числу одновременно выполняемых соединений — одноточечная, многоточечная и т. д.;
- по наличию дополнительных связующих компонентов (клея, грунта, припоя и др.);
5) шовная сварка в свою очередь подразделяется по характеру перемещения роликов при шовной сварке:
непрерывная (с постоянным вращением роликов);
шаговая (с остановкой роликов на время сварки);
6) стыковая сварка в свою очередь подразделяется по характеру нагрева:
- стыковая сварка сопротивлением;
- стыковая сварка оплавлением;
7) стыковая сварка оплавлением в свою очередь подразделяется по технологии процесса оплавления:
- стыковая сварка непрерывным оплавлением;
- стыковая сварка прерывистым оплавлением.
Контактная точечная
Сущность способа точечной сварки.
Точечная сварка — способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек). При точечной сварке (рис. 1.1) детали 1 собирают внахлестку, сжимают усилием F электродами 2, к которым подключен источник 3 электрической энергии (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока I св до образования зоны 4 взаимного расплавления деталей, называемой ядром.
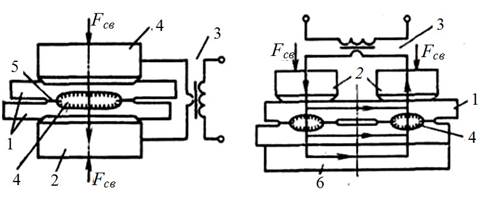
Рис. 1.1. Схемы способов точечной сварки
а) – двусторонняя сварка; б) – односторонняя сварка
Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок 5, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны сварки не требуется. После выключения тока расплавленный металл ядра быстро кристаллизуется и образуются металлические связи между соединяемыми деталями. Таким образом, образование соединения при точечной сварке происходит с расплавлением металла.
Нагрев при точечной сварке проводят импульсами переменного тока промышленной частоты 50 Гц (реже повышенной частоты 1000 Гц), а также импульсами постоянного или униполярного тока.
По способу подвода тока к свариваемым деталям различают:
- двустороннюю точечную сварку;
- одностороннюю точечную сварку.
При двусторонней точечной сварке электроды подводят к каждой из деталей 1 и весь сварочный ток от источника проходит через зону формирования точечного сварного соединения.
Особенностью односторонней точечной сварки является то, что при ее осуществлении электроды 2 подводят только к одной из деталей (например, верхней, рис. 1.1, б) и часть сварочного тока от источника проходит по верхней детали минуя зоны формирования точечных сварных соединений (ток шунтируется через верхнюю деталь). Для повышения плотности тока в точках касания деталей нижнюю деталь прижимают к медной подкладке 6, которая одновременно выполняет роль опоры.
Чаще всего за цикл сварки получают одну точку (одноточечная сварка) и реже одновременно две (см. рис. 1.1, б) и более точек (многоточечная сварка, которая осуществляется в основном специализированными сварочными машинами в условиях массового производства).
Иногда при точечной сварке применяют комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят под нахлестку для повышения прочности и коррозионной стойкости соединений.
В практике наиболее распространена двусторонняя точечная сварка, а одностороння точечная сварка применяется реже, в основном, в массовом производстве.
Дата: 2019-02-02, просмотров: 448.