Нанесение клея на шпон Прочность клеевых соединений в значительной мере зависит от качества выполнения операции нанесения клея на склеиваемые поверхности. Слой наносимого клея на шпон должен быть непрерывным и равномерным по толщине. Количество наносимого клея должно быть минимально допустимым. Шпон можно склеивать клеевой пленкой или жидким клеем. В первом случае пленку нарезают на листы необходимого формата и прокладывают их между листами шпона при сборке пакетов. Во втором случае клей наносят на все подлежащие склеиванию поверхности листов шпона или только на половину из них. С целью снижения себестоимости фанеры клей, как правило, наносят на одну из подлежащих склеиванию поверхностей, а на вторую он переносится при сжатии пакета в прессе.
Наносить клей можно на обе поверхности четных листов шпона или на одну из поверхностей каждого листа, исключая верхний лист пакета. Это зависит от вида клеенаносящего оборудования (рис.27).
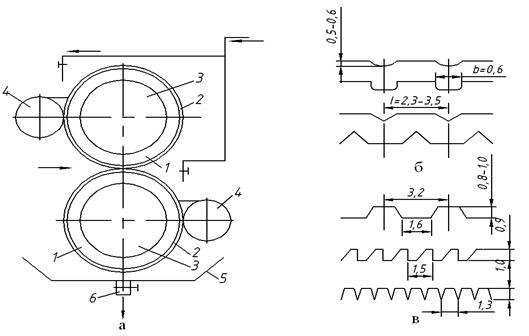
Рис. 27. Клеенаносящий станок вальцового типа для двустороннего нанесения клея на шпон:
а – схема станка; б – формы нарезки металлических вальцов; в – формы нарезки вальцов с резиновым покрытием; 1 – толстый слой мягкой резины; 2 – тонкий слой жесткой резины; 3 – клеенаносящий валец; 4 – дозирующий ролик; 5 – ванна для сборки капель клея; 6 – трубопровод для слива остатков клея
В настоящее время клей наносят контактным способом, наливом, экструзией, пневматическим и механическим распылением.
Контактный способ основан на переносе клея с двух вращающихся барабанов на поверхность листа шпона, пропускаемого между ними. Главная часть клеевых вальцов – два расположенных друг над другом металлических барабана, покрытых гладкой или рифленой резиной.
Для нормирования расхода клея в станках предусмотрены дозирующие валики. Расход клея регулируется зазором между дозирующим валиком и барабаном.
Главные параметры клеенаносящих валиков: длина барабанов 500-3900 мм, диаметр 175-350 мм, скорость вращения 10-60 м/мин, диаметр дозирующих валиков 120-165 мм. Допустимая вязкость 60-300 с по ВЗ-4, расход 70-240 г/м². Потери клея при использовании вальцов составляют до 20%. Клеевые вальцы просты по конструкции и в эксплуатации, однако они не обеспечивают постоянства толщины клеевого слоя. Износ вальцов приводит к утолщению слоя клея в середине листа шпона.
Способ налива состоит в пропуске с определенной скоростью листа шпона через вертикальную клеевую завесу (рис 28). Листы шпона перемещаются двумя ленточными транспортерами, установленными друг за другом с вариатором скоростей. Направление волокон в листе не имеет значения.
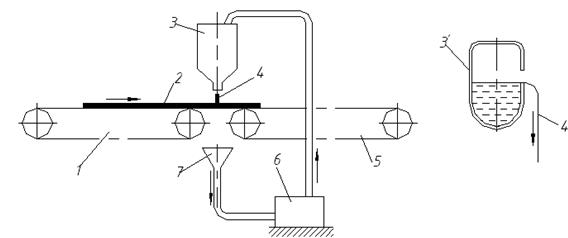
Рис. 28. Нанесение клея наливом (схема клееналивной машины):
1 – подающий конвейер; 2 – лист шпона; 3 – наливная головка с донной цепью;
3 – наливная головка, работающая по принципу сливной плотины;
4 – клеевая завеса; 5 – приемный конвейер; 6 – насос; 7 – лоток
Головка с клеем размещается над образующимся разрывом, что позволяет избытку клея стекать в нижний приемник. Шероховатость и небольшое коробление шпона не снижает качество нанесения клея. Толщина создаваемого слоя клея зависит от скорости его истечения. Производительность наливной машины значительно выше, чем у клеевых вальцов, а экономия клея достигает 15-17%. Значительно упрощаются условия труда. Потери клея не превышают 3-5%.
Способ экструзии состоит в выдавливании клея из специальной головки через ряд цилиндрических сопел, расположенных в ее днище (рис. 29). Выдавливание производится насосом или воздухом. При перемещении листа под неподвижной головкой на его поверхности наносится ряд параллельных полос клея. Количество клея, наносимого на единицу площади листа шпона, зависит от начальной вязкости, плотности клея, диаметра и шага сопел, давления клея и скорости перемещения шпона.
Распределение клея по поверхности листов шпона происходит при сжатии собранных пакетов в прессе или в результате предварительного пропуска каждого листа через специальные вальцы.
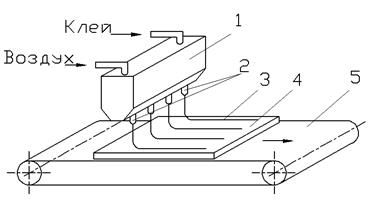
Рис. 29. Нанесение клея экструзией: (схема установки)
1 – головка экструдера; 2 – сопла; 3 – полоса клея; 4 – лист шпона; 5 – конвейер
Лучшее распределение клея по поверхности листа шпона достигается при перпендикулярном расположении волокон древесины по отношению к направлению подачи. Данный способ позволяет регулировать расход клея в широких пределах. Потери клея не превышают 5%. Способ пригоден для нанесения наполненных высоковязких клеев.
Способ механического распыления основан на использовании кинетической энергии клея, подаваемого под большим давлением (3-6 МН/м²). Струе клея придается еще и вращательное движение, что улучшает его диспергирование. Способ отличается высокой производительностью и малыми потерями. Нанесение клея осуществляется на одну поверхность шпона.
Способ пневматического распыления клея основан на использовании кинетической энергии сжатого воздуха. Давление воздуха 0,25- 0,5 МН/м², вязкость клея до 40 с по ВЗ-4, весовое соотношение между воздухом и клеем 3/1. Для данного способа характерны большие потери клея (до 40%). Этот способ пригоден для нанесения на 1 и 2 стороны шпона.
Дата: 2019-02-02, просмотров: 680.