Основной причиной отказов гидросистемы является износ деталей и разрыв шлангов.
Интенсивность изнашивания деталей гидроприводов и их долговечность зависят от температуры рабочей жидкости, степени и характера ее загрязнения, состояния фильтрующих устройств и т. п. Особенно влияют низкие температуры рабочих жидкостей, которые вызывают деформации деталей гидропривода, изменение посадок, зазоров и физико-механических свойств материалов. Все это ведет к повышенному износу деталей агрегатов гидравлического привода. Кроме того, снижение температуры повышает вязкость используемой рабочей жидкости, в результате чего насосы работают с низким КПД в условиях повышенного разрежения на всасывании и больших потерь мощности, переходящих в теплоту.
Во всасывающих магистралях появляется значительное разрежение на входе в насос и насыщение" рабочей жидкости воздухом. Это приводит к появлению кавитации, что влечет за собой снижение полезной работы и более быстрый износ гидродвигателей, распределителей и клапанов гидравлических систем, а падение давления в нагнетательных магистралях
снижает усилия на штоках гидравлических цилиндров. В работе насосов наблюдаются рывки, рабочие органы перемещаются замедленно и с заметными проседаниями.
Зависимость потерь давления от температуры рабочей жидкости в системе приведена на рис. 5.8. Как видно из графика, потери давления в системе при снижении температуры рабочей жидкости от +20 до —30 °С увеличиваются в 2— 3 раза, количество отказов — в 1,5—2 раза.
С повышением температуры рабочей жидкости выше оптимальной износ деталей гидропривода также увеличивается вследствие окисления углеводородов и образования смолистых веществ.
Большое число отказов гидросистемы вызвано загрязнением рабочей жидкости абразивными частицами и продуктами износа. Значительное количество загрязняющих примесей вносится в гидросистему с доливаемым маслом, а также через неплотности в соединениях. При загрязнении фильтрующих элементов увеличивается сопротивление потоку жидкости, идущему через фильтры, в связи g чем перепускные клапаны открываются, перепуская на слив нефильтрованную жидкость, что увеличивает интенсивность изнашивания. Аналогичная картина наблюдается и при повышении вязкости рабочей жидкости. Скорость изнашивания элементов гидропривода в зависимости от размера загрязняющих частиц приведена на рис. 5.9.
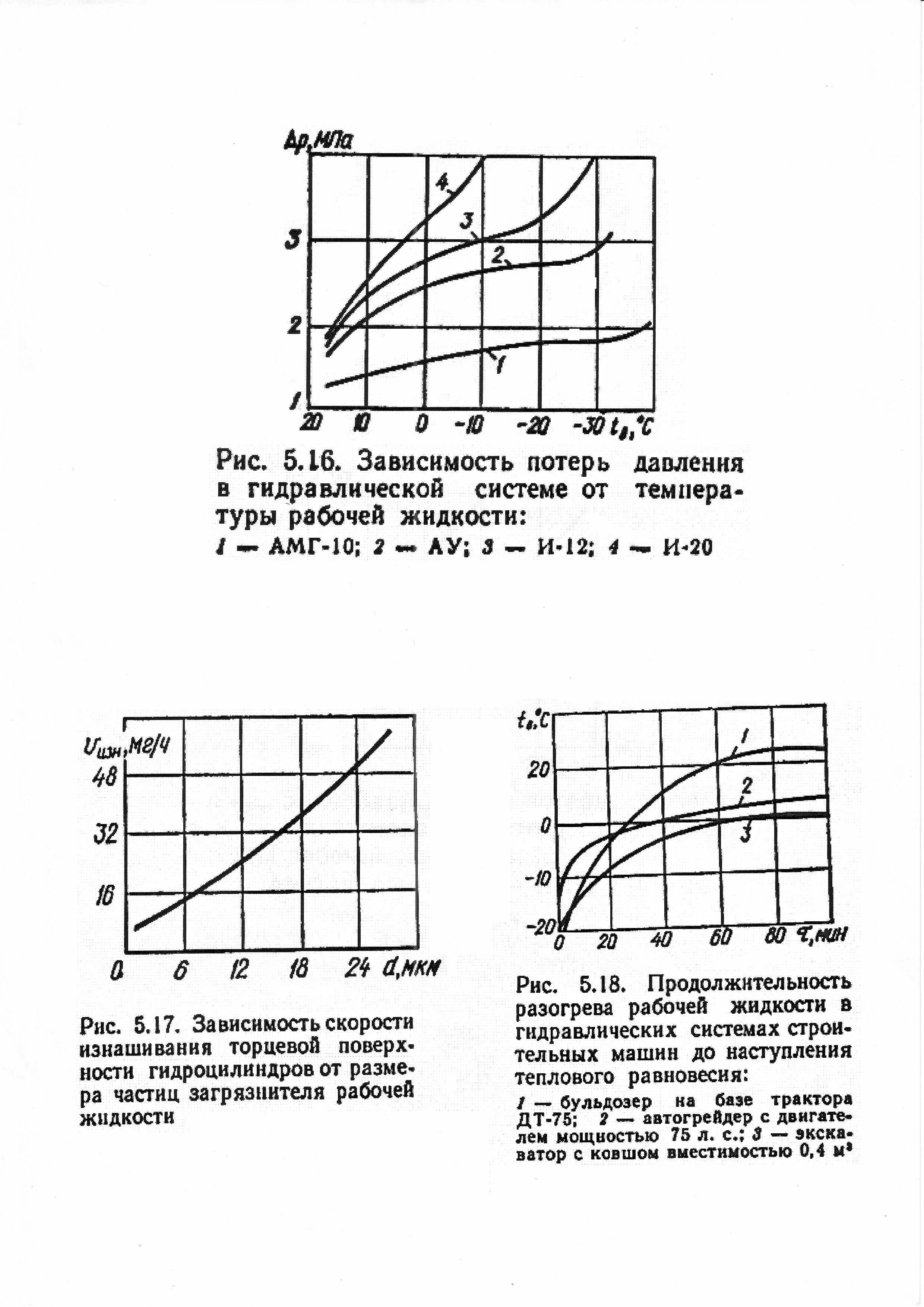
Рис. 5.8 -Зависимость потерь давления от температуры рабочей жидкости в гидравлической системе: 1- АМГ-10; 2-АУ; 3- И-12; 4- И-20.
Рис. 5.8 -Зависимость скорости изнашивания торцевой поверхности гидроцилиндров от размера частиц загрязнителя рабочей жидкости.
Следует помнить, что продолжительность разогрева рабочей жидкости до наступления теплового равновесия составляет 0,5—2 ч и зависит от
окружающей температуры (рис. 5.9), объема гидросистемы, компоновки и конструктивных особенностей узлов системы.
Для увеличения долговечности элементов гидропривода машин необходимо проводить комплекс мероприятий, направленных на обеспечение чистоты рабочей жидкости и рекомендуемого теплового режима работы гидросистемы, который заключается в фильтрации масла перед заправкой гидросистемы, установке фильтров с точностью фильтрации до 15—20 мкм, в предупреждении перегрева жидкости в процессе эксплуатации машин, применении рабочих жидкостей в соответствии с рекомендациями инструкций по эксплуатации.
Рис.5.9- Продолжительность разогрева рабочей жидкости в гидравлических системах строительных машин до наступления теплового равновесия:
1- гусеничный бульдозер ДЗ-42; 2-автогрейдер ДЗ-122; 3- одноковшовый экскаватор ЭО-4121.
* Вместо названия ОРП можно использовать идентичный термин - ОЭП (область эффективного применения). Оба термина в конечном итоге отражают экономическую эффективность и имеют право на существование.
* Под «100%-но сбалансированной» группой скреперов следует понимать рациональный скреперный отряд или комплект, обслуживаемый одним толкачом. В зарубежной литературе данный термин используется для обозначения рациональных комплектов и комплексов технологических машин вообще, в частности, ПТСДМ.
Дата: 2019-02-02, просмотров: 512.