Согласно ГОСТ 2.312-72 условные обозначения швов сварных соединений выполняются по четко установленным международным стандартам для всей конструкторской документации.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый - сплошной основной линией (Рис.16а); невидимый - штриховой линией (черт.16 б). От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой ( Рис.3.16).
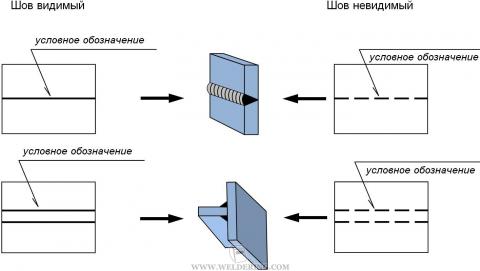
а б
Рис. 3.16. Условное изображение видимого (а) и невидимого сварного шва.
Условное обозначение видимых швов проводится над полкой (Рис. 3.17а), а невидимых под полкой (Рис.3.17 б)
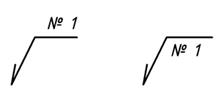
а б
Рис. 3 17. Места обозначения сварных швов
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (Рис. 3.18), который выполняют сплошными линиями. Невидимые одиночные точки не изображают.

Рис.3.18. Обозначение одиночной сварочной точки
На рисунке 3.19 указана структура условного обозначения сварного шва.
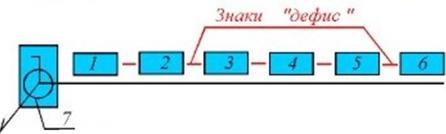
Рис.3.19 - Структура условного обозначения сварного шва
Согласно рисунку 3.19:
№1 — Обозначение стандарта на типы и конструктивные элементы швов сварных соединений (Рис.3.20).
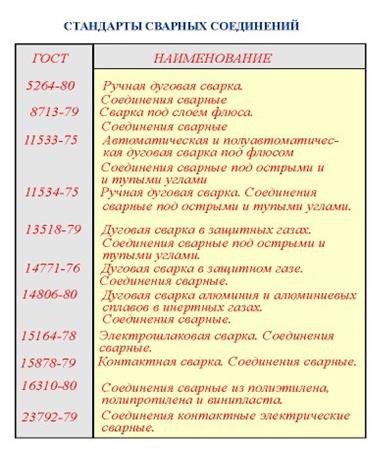
Рис.3. 20. Стандарты на типы и конструктивные элементы швов сварных соединений
№2 — Буквенно-цифровое обозначение шва на типы и конструктивные элементы швов сварных соединений.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
С – стыковое , У – угловое, Т – тавровое, Н – нахлесточное.
№3 — Условное обозначение способа сварки.
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки. Условные обозначения некоторых способов сварки представлены ниже, например: -А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва; - Аф – автоматическая сварка под флюсом на флюсовой подушке; -ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла; -ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом; -ИП – сварка в инертных газах плавящимся электродом; -УП – сварка в углекислом газе плавящимся электродом; — Э- электродуговая ; газовая — Г- газовая; — Кт - контактная ; — 3в среде защитных газов .
№4 — Размер швов в сечении, длина катета.
№5 — Знак углового шва с указанием длины участка (Таблица 5) .
Таблица 3.5 - Знаки углового шва и их расположение
| Знак | Значение знака | Расположение знака |

| Прерывистый шов, шахматный шов | 
|

| прерывистый или точечный с цепным расположением | 
|
№6 — Вспомогательный знак для обозначения обработки (Таблица 6) .
Таблица 3.6- Вспомогательные знаки для обозначения обработки
| Знак | Значение знака | Расположение знака |

| по не замкнутой линии | 
|

| Наплывы и неровности обработать с плавным переходом к основному металлу | 
|

| Выпуклость снять | 
|
№7 — Обозначение для вспомогательного шва(Таблица 7) .
Таблица3.7 - Обозначение для вспомогательного шва
| Знак | Значение знака | Расположение знака |

| по замкнутой линии | 
|

| исполняется при монтаже изделия | 
|
Примеры обозначения сварных швов указаны в таблице 3.8.
Таблица 3. 8 -Примеры обозначения сварных швов.

| 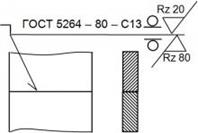
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 - 80) при монтаже изделия (  ). Усиление снято с обеих сторон ( ). Усиление снято с обеих сторон (  ). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны - Rz 80 мкм. ). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны - Rz 80 мкм.
|

| 
| Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z). |
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской (Рис.3.21).
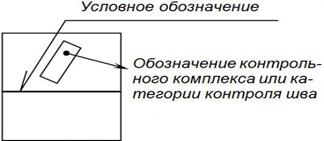
Рис.3. 21. Обозначение контрольного комплекса шва на чертеже
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
Дата: 2019-02-02, просмотров: 728.