Источником теплоты при дуговой сварке служит электрическая дуга, обладающая высокой концентрацией выделяемого тепла и которая горит между электродом и заготовкой или между двумя электродами. Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Сварочная дуга характеризуется большой плотностью тока в газовом промежутке (столбе дуги) - сотни А/см2 и на электродах (тысячи А/см2), а также высокой температурой газа в проводящем канале (тысячи градусов). Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному – катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом. Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В дуге, как и во всяком самостоятельном газовом разряде, резко наблюдается неравномерное распределение потенциала электрического поля в межэлектродном пространстве (рис. 2.1). Рассматривая электрическую дугу, различают следующие три области - анодную, катодную, столб дуги, находящийся в состоянии плазмы. Напряжение на дуге слагается из падения напряжения на ее отдельных участках
| UД= UК+ UСТ+Ua | (2.1) |
где UK, Ua и UCT - падение напряжения на катодном, анодном участках и в столбе дуги соответственно.
Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примы-кающую к ней. Протяженность катодной области мала и составляет около 10-5 см, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400–2700 ºС. На нем выделяется до 38 % общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области Uк составляет порядка 12–17 В.
Рис.2.1. Строение дуги постоянного тока (а)и распределение потенциалов по длине дугового промежутка (б): 1- катодная область; 2 - столб дуги; 3 -анодная область
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Длина анодной зоны lа значительно больше катодной (~ 10-3 см), поскольку падение напряжения в анодной зоне не зависит от материала электродов и составляет Ua= 2,5±0,5. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Ua составляет порядка 2–11 В. Протяженность этой области также мала.
Учитывая сказанное, можно принять, что сумма UK+ Ua=а, где а величина постоянная. Тогда, выражая UCT через градиент напряжения UCT = (дUст/дlд) и принимая(дUст/дlд) = b, получим выражение для напряжения на дуге в виде
| Uд = а + b ∙ lст. | (2.2) |
Выражение (2.2) известно как формула Г. Айртона, которое показывает зависимость напряжения от длины столба дуги. Так как длины катодной и анодной зон незначительны по сравнению с длиной столба дуги, то можно принять, что длина столба дуги lст равна общей длине газового промежутка между электродами, т. е. lст = lд.
В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц – электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ – ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Ионизация газов происходит под влиянием внешних воздействий (внешних ионизаторов): сильного нагревания (плазмотрон), высокочастотного электромагнитного излучения (сварка неплавящимся электродом) или при бомбардировке атомов (молекул) газов быстрыми электронами (дуговая сварка). Для ионизации атома (молекулы) необходимо совершить работу ионизации АИ против сил взаимодействия между вырываемым электроном и остальной частью атома (молекулы). Величина АИ зависит от химической природы газа и энергетического состояния вырываемого электрона. Характеристикой работы ионизации может служить потенциал ионизации. Например, потенциал ионизации атома азота (N) равен 14,5 эВ (электрон-Вольт), железа (Fe) 7,8 эВ, калия (К) - 4,3 эВ, натрия (Na) - 5,1 эВ, кальция (Са) - 6,1 эВ, бария (Ва) - 5,19 эВ. Возбудить дугу можно кратковременным касанием изделия 2 сварочным электродом 1 (Рис.2.2а), подключенными к источнику питания. В момент короткого замыкания (рис.2 а) по цепи протекает электрический ток, который нагревает торец электрода. Нагрев конца электрода 1 (катода) и металла изделия 2 при коротком замыкании сопровождается образованием легко ионизирующихся паров металла и компонентов покрытия электрода. После отвода электрода от места контакта, с поверхности разогретого катода 1 происходит отрыв электронов 3, которые обладают кинетической энергией, достаточной для перехода через границу раздела "твердое тело - газ". Это явление называется термоэлектронной эмиссией (рис.2.2 б).
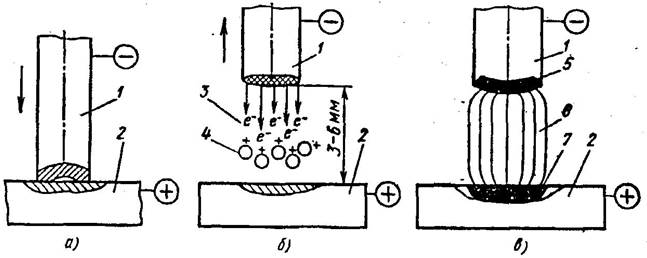
Рис.2.2. Схема процесса зажигания дуги.
Под действием электрического поля - разности потенциалов, которая создается источником питания между электродами, электроны устремляются к изделию 2 (аноду). Скорость электронов достигает 1,5 - 2 км/с, то есть они обладают достаточной кинетической энергией, чтобы при столкновении с нейтральным атомом произвести его ионизацию 4 (рис.2.2 б). В результате такого неупругого столкновения вместо одной заряженной частицы получаются три заряженные частицы, которые движутся в электрическом поле (рис. 2.3). Процесс ионизации приобретает лавинообразный характер, что и обеспечивает возбуждение дуги при разведении электродов после их соприкосновения. Для обеспечения устойчивого горения сварочной дуги необходимо, чтобы положительные ионы также успевали набрать энергию, достаточную для поддержания рабочей температуры поверхности катода при соударении ионов с катодом.
Рис. 2.3 - Процесс ионизации дугового промежутка
Электрическая дуга – источник теплоты с очень высокой температурой. Температура столба (рис.2.2.в) дуги 6 при прямой полярности подключения достигает 6000ْ С, а температура катодного 5 и анодного 7 пятен электродов достигает соответственно 2400 ْ С и 3000 ْ С.
Основной характеристикой сварочной дуги является зависимость напряжения на дуге (Uд) от силы тока (Iд) и от длины дуги (L). Эту зависимость Uд=f (Iд, L) называют статической вольт амперной характеристикой дуги (рис. 2.4). Характеристика состоит из трех участков: I, II, Ш, каждому из которых присущи свои особенности. Объяснение им можно дать, если рассматривать дуговой промежуток как цилиндрический газовый проводник, проводимость которого зависит от количества находящихся в нем ионов и электронов. Так при увеличении тока до 100 А (участок I) соответственно возрастает количество ионов и электронов в дуговом промежутке, при этом его проводимость увеличивается, а, следовательно, напряжение на дуге уменьшается (падающая характеристика). При токе в 100 А наступает полная ионизация дугового промежутка. Если же продолжать увеличивать ток до 1000 А, то происходит увеличение площади поперечного сечения дуги (пропорционально увеличению тока) и поэтому напряжение на дуге практически постоянно (участок II, жесткая характеристика). При дальнейшем увеличении тока (участок III) площадь поперечного сечения дуги изменяется мало, дуговой промежуток ионизирован полностью и его проводимость остается постоянной, следовательно, напряжение на дуге увеличивается (возрастающая характеристика).
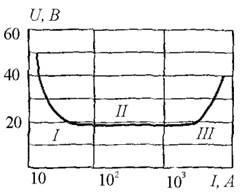
Рис.2. 4. Статистическая вольт-амперная характеристика дуги
Источники тока для конкретного способа сварки выбирают по их внешней характеристике, выражающей зависимость напряжения на клеммах источника от нагрузки (силы тока). Обычно источники питания могут иметь либо крутопадающую характеристику ( рис. 2.5, кривая 1), либо пологопадающую (см. рис. 2.5, кривая 2). Точка А соответствует установившемуся режиму сварки (напряжение дуги равно напряжению источника тока). Точка В характеризует напряжение, необходимое для обеспечения ионизации промежутка между электродом и деталью.
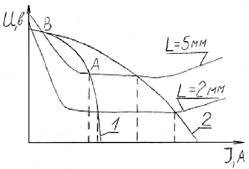
Рис.2.5 - Вольт-амперные характеристики дуг различной длины и внешние характеристики источников питания с крутопадающей (1) и пологопадающей (2) характеристиками.
Из рисунка видно, что внешняя характеристика источника тока при ручной дуговой сварке должна быть крутопадающей. В этом случае небольшое изменение длины дуги не вызывает существенного изменения значения сварочного тока и дуга горит устойчиво. Кроме того, при крутопадающей характеристике облегчается зажигание дуги за счет повышенного напряжения холостого хода и ограничивается ток короткого замыкания. В случае пологопадающей характеристики изменение длины приводит к более значительному изменению силы тока и нестабильности дуги.
Дата: 2019-02-02, просмотров: 1125.