Об износе рабочих поверхностей вкладышей при работе двигателя свидетельствуют-появление стуков, падение давления масла и увеличение зазора в подшипнике.
Характерными дефектами вкладышей подшипников, залитых баббитом, являются: износ рабочих поверхностей, растрескивание, выкрашивание и отставание баббита, задиры, риски и выплавление баббита. Износ вкладышей подшипников выражается в увеличении масляного зазора, что приводит к ускорению износа трущихся пар при дальнейшей эксплуатации двигателя. Если величина зазора превышает допустимую, прибегают к уменьшению зазора, регулируя набор прокладок в разъемах вкладышей (подтяжка подшипников). В случае невозможности регулировать зазоры прокладками, а также при появлении многочисленных трещин, отставания и выкрашивания баббита вкладыши перезаливают. Незначительные дефекты на рабочей поверхности устраняют подпайкой и зачисткой дефектных мест. Перезаливку вкладышей выполняет специалист-заливщик. После перезаливки вкладыша обрубают наплывы баббита, шабрят разъемы вкладыша, изготовляют временные прокладки в разъем, собирают обе половины вкладышей в хомут и передают на расточку. После расточки спинки вкладышей пригоняют по гнездам; при сборке двигателя рабочие поверхности вкладышей пришабривают по шейкам коленчатого вала. Вкладыши, залитые свинцовистой бронзой, не ремонтируют, а заменяют новыми. В случае необходимости замены хотя бы одного вкладыша заменяют весь комплект вкладышей на двигателе. Установка прокладок в разъеме вкладышей не допускается.
Дефектами коленчатых валов являются: износ шеек, задиры, риски, трещины на шейках и щеках, скручивание и изгиб вала, нарушение формы и увеличение диаметра отверстий для соединительных болтов фланцев, ослабление.посадки шеек в щеках у составных валов, поломки валов.
Замена вкладышей, заливаемых свинцовистой бронзой, всегда производится при снятом коленчатом вале. Изготовление новых вкладышей и заливка их свинцовистой бронзой производятся только на специализированных ремонтных предприятиях. Вкладыши для ремонтных целей выпускают нескольких ремонтных размеров как по внешнему, так и по внутреннему диаметрам. При сборке двигателя вкладыши не подвергают дополнительной подгонке или шабровке. Масляный зазор в подшипнике определяют как разность диаметров шейки вала и отверстия подшипника.
На некоторых предприятиях для подшипников, заливаемых свинцовистой бронзой и имеющих естественный износ рабочей поверхности, внедряется метод восстановления вкладышей способом вдавливания, заключающийся в том, что слой свинцовистой бронзы накатывают зубчатым роликом. При этом на поверхности заливки образуются ячейки, а металл между ними перемещается вверх. Ячейки заполняют баббитом и производят механическую обработку парных вкладышей растачиванием на станке. В результате образуется сетчатый подшипник, имеющий хорошуюприрабатыва-емость к шейке вала и сохраняющий высокие механические свойства свинцовистой бронзы.
Ремонт втулки цилиндров и крышки.
Основными дефектами крышек цилиндров являются обгорание со стороны камеры сгорания при соприкосновении с горячими газами и разъедание со стороны полости охлаждения, а также появление трещин, обычно в перемычках между отверстиями для клапанов.
Обгоревшие места стальных крышек очищают до чистого металла, наплавляют электросваркой, отжигают и обрабатывают наплавленное место по шаблону, изготовленному из листовой стали. Этим же шаблоном пользуются для определения степени обгорания, прикладывая шаблон к дефектному месту и щупом замеряя зазор между ним и поверхностью обгоревшего места. Чугунные крышки с обгоревшими днищами заменяют новыми. Стальные крышки, имеющие трещины, ремонтируют электросваркой, чугунные — постановкой стяжек и ввертышей.
Ремонт пораженных коррозией нерабочих поверхностей втулок цилиндров состоит в их очистке и окраске суриком. Значительное разъедание втулок, раковины и свищи часто устраняют электрометаллизацией.
На рис. 108 показано восстановление посадочных поясков втулок цилиндров с помощью эпоксидных смол. Выпрессованную из блока втулку тщательно очищают. В канавку укладывают с натягом специальное кольцо 3 квадратного сечения, точно соответствующее размерам канавки; кольцо покрыто бумагой 1. Подготовленную для восстановления поверхность покрывают эпоксидным составом, в который добавлены соответствующие компоненты, и наносят состав на восстанавливаемый участок. Накладывают бумагу 1 и надевают стяжной хомут 2 из полосовой стали толщиной 0,5—1,0 мм с таким расчетом, чтобы он плотно обтянул втулку с резиновым кольцом. Установив хомут, уплотняют состав стальной пластиной.
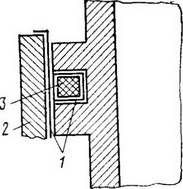
Рис. 108. Восстановление посадочных поясков втулок с помощью эпоксидных смол.
Ремонт втулок цилиндров при наличии задиров и царапин глубиной до 0,5 мм производят зачисткой их острых кромок шабером или шлифовальной машиной с наждачным кругом, а более глубокие дефекты устраняют расточкой; наработки устраняют этими же методами. После ремонта цилиндр и втулку испытывают гидравлическим давлением; величина давления принимается по таблице гидравлических испытаний.
На рис. 109, а показана постановка ввертышей 3 по описанному выше способу, а на рис. 109, б — форма разделки паза 2 для вкладыша 4. Паз разделывают перпендикулярно к трещине 1; форма вкладыша соответствует форме паза, длина же вкладыша меньше длины паза на 1,0—1,5 мм. Перед постановкой вкладыш нагревают до 830—900° С, а трещину заполняют чугунной замазкой (25 частей мелких чугунных опилок, одна часть нашатыря и одна часть серного цвета). Нагретый вкладыш устанавливают в паз; остывая, вкладыш будет стягивать трещину. Нарушение форм гнезд для клапанов из-за нагара, обгорания или наклепа устраняют механической обработкой с последующей притиркой при сборке клапанов.
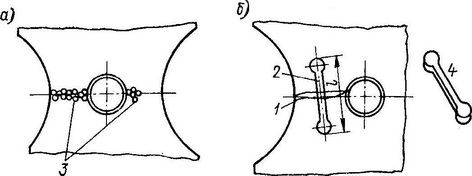
Рис. 109. Способы заделки трещин крышки цилиндра.
Центрирующий бурт крышки цилиндра может иметь забоины; их зачищают шабером, а при значительной глубине крышку заменяют новой. При прогорании бурта вследствие пропуска из-под него выпускных газов крышку бракуют. После устранения дефектов крышку цилиндра испытывают гидравлическим давлением на прочность.
Контрольные вопросы:
1.Какие возможны дефекты фундаментных рам?
2.Как ремонтируют фундаментные рамы?
3.Как устраняют дефекты картеров?
4.Какие встречаются дефекты вкладышей подшипников коленчатого вала и каковы причины их появления?
5.Как устраняют дефекты вкладышей подшипников и коленчатого вала?
6.Какие дефекты могут иметь втулки рабочих цилиндров?
7.Как ремонтируют втулки цилиндров?
Дата: 2018-11-18, просмотров: 1124.