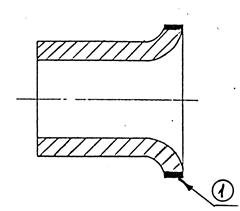
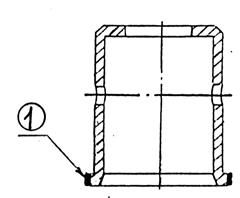
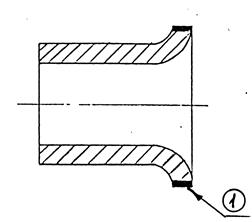
(рисунок 5.27)
Материал - чугун СЧ15 по ГОСТ 1412.
При всех видах ремонта разрешается:
а) устранение износа отверстия горловины, деф. 1, приваркой втулки с толщиной стенки от 4 мм до 6,5 мм ;
б) приварка отбитых частей фланца, деф. 2, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
в) заварка не более двух трещин, деф. 3, длиной не более 60 мм.
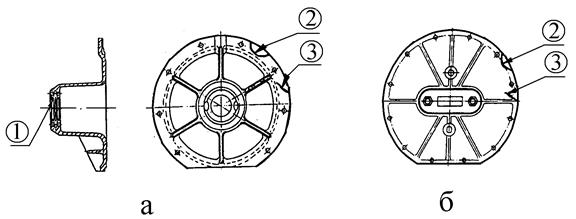 |
а – крышка передняя б – крышка задняя
Рисунок 5.27 - Крышка передняя и задняя
тормозного цилиндра
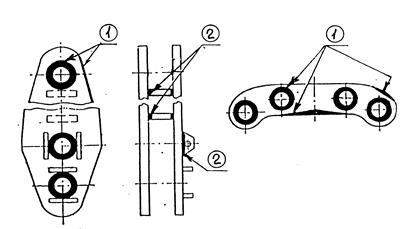
5.3.4 Камера (двухкамерный резервуар) (рисунок 5.28)
Материал - чугун СЧ20 по ГОСТ 1412.
При всех видах ремонта разрешается устранение не более четырех дефектов в виде трещин, деф. 1, и отколов ушек, деф. 2. При этом количество отколотых ушек не должно превышать трех, а все дефекты должны
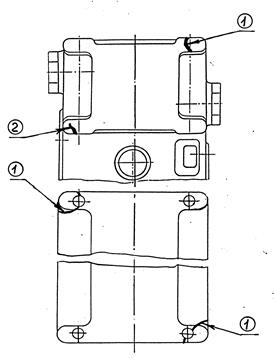 располагаться на противоположных диагоналях, но не более двух на одной плоскости.
располагаться на противоположных диагоналях, но не более двух на одной плоскости.
Рисунок 5.28 - Камера (двухкамерный резервуар)
5.3.5 Воздухопровод магистральный
Материал - сталь низкоуглеродистая по ГОСТ380 и ГОСТ1050.
При всех видах ремонта разрешается производить сварку как новых труб, так и труб, бывших в эксплуатации, при этом между тройником и концевыми кранами разрешается не более трех стыков. Расстояние между стыками не менее 500 мм.
Сварку выполнять способом газопрессовой сварки согласно Инструкции №И-32ВНИИЖТ-0503/2 или прессовой сваркой с нагревом дугой, управляемой магнитным полем ("бегущей дугой"), на установке МД-103 разработки ИЭС им. Е.О.Патона, по технологии, согласованной Комиссией Совета.
Запрещается производить стыковку труб на воздухопроводе в местах его перегибов. Количество сварных соединений на весь магистральный воздухопровод не должно превышать пяти.
5.3.6 Балка триангеля со струной и распоркой (рисунок 5.29)
Материал - сталь 09Г2Д по ГОСТ 19281; сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной резьбы цапф триангеля, деф. 1, в том случае, если зазор по диаметру и вдоль резьбы, определяемый калибром, более 0,8 мм, а также при наличии более трех поврежденных или сорванных ниток резьбы. С обязательным удалением перед наплавкой старой резьбы на всю ее глубину и с последующей механической обработкой после наплавки;
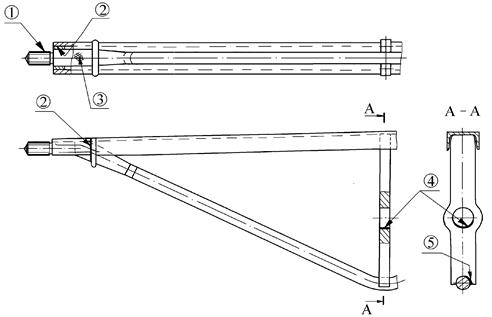 |
Рисунок 5.29 - Балка триангеля со струной и распоркой
б) заварка трещин в сварных швах приварки струн и усиливающих планок к балке, деф. 2;
в) наплавка разработанного отверстия в распорке, деф. 4, при глубине износа более 3 мм на сторону, а также нажимной плоскости цапфы, деф. 3;
г) устранение износа распорки глубиной не более 5 мм, деф. 5, за счет постановки вкладыша и его приварки с торцов к распорке.
5.3.7 Наконечник триангеля (рисунок 5.30)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка поверхности стенки изношенного отверстия при износе не более 10 мм по диаметру, деф. 1, с последующей рассверловкой до (35  2)мм;
2)мм;
б) наплавка изношенной боковой поверхности, деф. 2;
в) наплавка опорных полок, деф. 3, если их длина меньше 80 мм, а толщина не менее 6мм.
5.3.8 Башмак неповоротный (рисунок 5.31)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных выступов в местах прилегания колодки, при износе до 10 мм, деф. 1;
б) наплавка изношенного паза для подвески тормозного башмака, если толщина стенки не менее 6 мм, деф. 2;
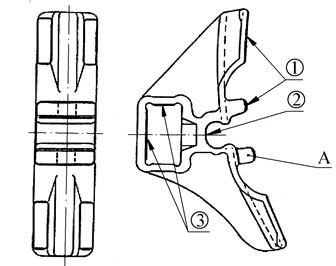
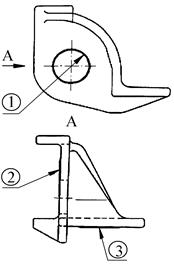
Рисунок 5.30 - Наконечник триангеля Рисунок 5.31 - Башмак неповоротный
в) наплавка изношенных стенок отверстия под балку триангеля, деф. 3, при износе не более 5 мм на сторону;
г) башмаки, имеющие толщину отверстия под чеку 5,5 мм и менее, необходимо ремонтировать путем приварки новых перемычек толщиной не менее 8 мм, при этом приварка новых перемычек в виде скоб, выходящих на боковые поверхности башмака, не допускается.
5.3.9 Подвеска триангеля (рисунок 5.32)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной опорной поверхности, деф. 2, 3, если размер поперечного сечения в месте наибольшего износа не менее 22 мм, а в углах по усиленному сечению - не менее 26 мм, в противном случае подвеска подлежит отбраковке;
б) наплавка изношенных стенок отверстия под валик, деф. 1, при глубине износа не более 5 мм на сторону.
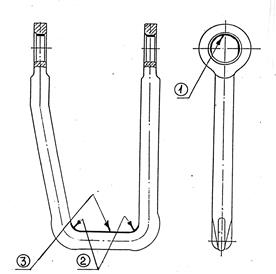
Рисунок 5.32 – Подвеска триангеля
5.3.10 Валик подвески башмака
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной поверхности валика при глубине износа не более 5 мм по диаметру.
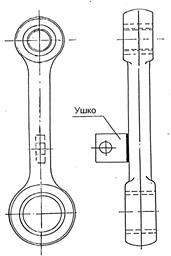
5.3.11 Траверса (рисунок 5.33)
Материал - сталь 09Г2Д по ГОСТ 19281.
При всех видах ремонта разрешается:
а) наплавка изношенных цапф траверсы, деф. 1;
б) заварка трещин и других дефектов в сварных швах с предварительной разделкой, приварка ушка к балке, деф. 2;
 в) наплавка или заварка изношенных отверстий в ушках, деф. 3, с последующей рассверловкой.
в) наплавка или заварка изношенных отверстий в ушках, деф. 3, с последующей рассверловкой.
Рисунок 5.33 – Траверса
5.3.12 Башмак (рисунок 5.34)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных концевых выступов в местах прилегания колодки, деф. 1, при величине износа не более 10 мм;
 б) наплавка изношенного паза для ушка колодки, деф. 2
б) наплавка изношенного паза для ушка колодки, деф. 2
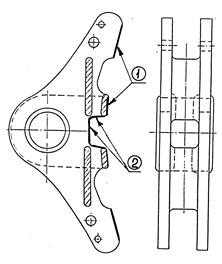 |
Рисунок 5.34 – Башмак Рисунок 5.35 - Подвеска башмака
5.3.13 Подвеска башмака (рисунок 5.35).
При всех видах ремонта разрешается заварка изношенных отверстий в ушках с последующей механической обработкой, приварка нового ушка взамен изношенного или оборванного.
5.3.14 Рычаги тормозные и затяжки рычагов (рисунок 5.36)
 Материал - сталь Ст3 по ГОСТ 380, 09Г2, 09Г2С, 09Г2СД, 09Г2Д по ГОСТ 19281.
Материал - сталь Ст3 по ГОСТ 380, 09Г2, 09Г2С, 09Г2СД, 09Г2Д по ГОСТ 19281.
Рисунок 5.36 - Рычаги тормозные и затяжки рычагов
При всех видах ремонта разрешается:
а) наплавка изношенных стенок отверстий и местных износов на рычагах и затяжках, деф. 1, а также заварка трещин в сварных швах, деф. 2;
б) приварка ребер для двойной шплинтовки валиков вместо отбитых в вертикальных рычагах;
в) вваривать в изношенные отверстия втулки;
г) приварка скоб с целью предотвращения западания серьги «мертвой точки».
При выходе из ремонта рычаги должны бить сварены попарно согласно конструкторской документации.
Тяги и валики
Материал - сталь Ст3 по ГОСТ 380, 09Г2 и 09Г2Д по ГОСТ 19281.
5.3.15.1 При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей валиков при их износе до 3 мм на сторону.
б) контактно-стыковая сварка тормозных тяг, приварка головок встык, при условии, что на одной тяге не более двух стыков.
Детали ручного тормоза
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) приварка новых частей стержня к концу винта с последующей механической обработкой. Стыки должны располагаться на расстоянии не менее 30 мм от места перехода одного сечения в другое или от резьбы. Количество стыков допускается не более двух;
б) наплавка изношенных поверхностей винта;
в) наплавка изношенных поверхностей у рукоятки винта;
г) наплавка изношенных мест подпятника винта.
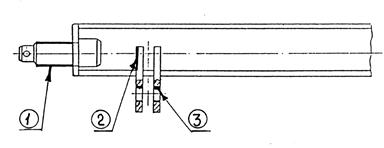
5.3.17 Трубка защитная регулятора № 536Г, 574Б, РТРП-675 (рисунок 5.37)
Материал - сталь 10 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности или отколотой части буртика, деф. 1.
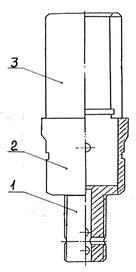
5.3.18 Вилка регулятора № 265А и 265А1 (рисунок 5.38)
Материал - сталь 20 по ГОСТ 1050.
При всех видах ремонта разрешается замена наконечника вилки.
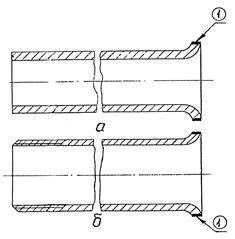 |
Рисунок 5.37 – Трубка защитная
а - регулятора №536Г; Рисунок 5.38 - Вилка регулятора
б – регуляторов №574Б; РТРП-675 1 - труба; 2 - наконечник; 3 - вилка.
№265А и 265АІ
5.3.19 Стакан регулятора № 265А и 265АІ (рисунок 5.39)
Материал - сталь 40 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности буртика, деф. 1.
5.3.20 Втулка упорная регулятора № 574Б (рисунок 5.40)
 Материал - сталь 20 по ГОСТ 1050.
Материал - сталь 20 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности или отколотой части буртика, деф. 1.
 | |||
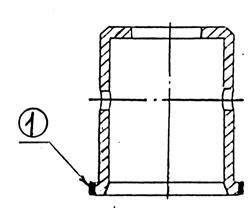 | |||
Рисунок 5.39 – Стакан регулятора
№265А и №265А1 Рисунок 5.40 Втулка
упорная регулятора 74 Б
5.3.21 Головка соединительного рукава.
Материал - отливка КЧ 30-6-Ф по ГОСТ 1215.
При всех видах ремонта разрешается наплавка изношенного гребня с последующей механической обработкой на специальном оборудовании.
Дата: 2018-12-21, просмотров: 510.