Окраску лакокрасочными материалами осуществляют способом воздушного и безвоздушного распыливания, а также распыливанием в электрическом поле.
Воздушное (пневматическое) распыление основано на превращении лакокрасочного материала при помощи сжатого воздуха в тонкую дисперсную массу, которую наносят на окрашиваемую поверхность в виде мельчайших капель. Капли, сливаясь друг с другом, образуют покрытие.
Пневматические краскораспылители (рис.1, 2 и 3) выполнены в виде пистолетов, с верхним или нижним расположением бачка для краски. Практически все они содержат сопло, иглу и механизм регулировки формы факела от круглой до плоской, в зависимости от вида предстоящей окраски. При нажатии на курок, открывается воздушный магистральный клапан, а затем, игла открывает отверстие в сопле.
При верхнем расположении бачка краска попадает в поток сжатого воздуха самотеком и распыляется при выходе из сопла до мелкодисперсионного состояния, образуя факел соответствующей формы, в зависимости от регулировки. В краскораспылителях с нижним расположением бачка, краска подается в смесительную камеру по специальной трубке, под действием сжатого воздуха, поступающего в бачок по воздушному каналу, или за счет разрежения в смесительной камере.

  1 - распылительная головка; 2 - бачок для краски; 3 - корпус распылителя: 4 - запорный винт; 5 - ручка; 6 - прокладка: 7 - спусковой крючок; 8 - запорная игла 1 - распылительная головка; 2 - бачок для краски; 3 - корпус распылителя: 4 - запорный винт; 5 - ручка; 6 - прокладка: 7 - спусковой крючок; 8 - запорная игла
|
1 - головка; 2 - сопло; 4 - игла; 7 - корпус регулятора; 8-регулятор иглы; 9 - корпус пистолета; 10 - трубка; 11-рукоятка; 13 - штуцер; 14 - курок; 15 - трубка бачка; 16-бачок; 17 -соединительная трубка; 18 - гайка соединительная |


Рисунок 3 - Пневматический краскораспылитель модель СО-90 пневматическое устройство для нанесения мастики
Схема установки пневматического распыления БКП-40 представлена на рис. 4. Разведенную краску, поступающую из нагнетательного бака 3, пистолетом-краскораспылителем 1 наносят на окрашиваемую поверхность. Воздух от компрессора через масловлагоотделитель подают к пистолету-краскораспылителю под давлением 0,3 ...0,7 МПа. С помощью регулятора 5 давления в нагнетательном баке устанавливают давление 0,15...0,20 МПа.
Недостатком пневматического распыливания эмали является высокий расход материала вследствие потерь на туманообразование. Ввиду интенсивного образования тумана окраску данным способом осуществляют в специальной камере, оборудованной мощной вентиляцией.
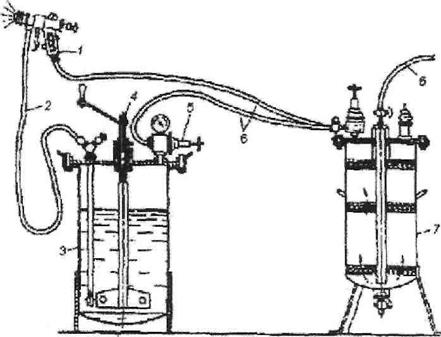
Рисунок 4- Схема пневматической краскораспылительной установки БКП-40: 1 - пистолет; 2 - шланг подачи краски; 3 - красконагнетательный пистолет; 4 - вал краскомешалки; 5 - регулятор давления; 6. - шланг подачи сжатого воздуха; 7 - масловлагоотделитель
Безвоздушное распыление лакокрасочных материалов происходит в результате резкого изменения давления краски от большего значения, при котором она находится в баке, до атмосферного на выходе из распылителя специальной конструкции. Распыливанию способствует мгновенное испарение легколетучей части растворителя, сильно увеличивающейся в объеме. Происходит мелкое дробление краски с незначительным образованием тумана. Потеря краски на туманообразование при этом способе снижается в 2...4 раза, чем при пневматическом распиливании. В результате улучшаются санитарные условия работы маляров. Безвоздушное распыление без подогрева краски применяют для окраски платформ, для которых не требуется обеспечивать высокое качество декоративности покрытия.
Отечественная установка «Радуга-0,63» предназначена для рас- пыления краски безвоздушным методом. Установка состоит из насоса 4 (рис. 5), закрепленного на подставке, всасывающего шланга с фильтром 9, воздухораспределителя 3, краскораспылителя 5. Насос приводится в действие сжатым воздухом (0,5 МПа). При открывании крана 1 сжатый воздух подается к пневматическому приводу насоса через клапан 2. Краска забирается насосом и через фильтр 9 подается к краскораспылителю, дополнительно очищаясь в фильтре тонкой очистки 7. Для быстрого сброса давления, краски в системе, при выключении пистолета-распылителя, предусмотрен обратный клапан 8.

Рисунок 5 - Внешний вид (а) и схема (б) установки «Радуга-0,63» для нанесения лакокрасочных покрытий безвоздушным методом
Окраска в электрическом поле основана на физическом явлении переноса заряженных частиц лакокрасочного материала к окрашиваемой поверхности в электрическом поле высокого напряжения. Электрическое поле создают между кузовом и краскораспыляющим устройством, на которое подают высокий электрический потенциал. Частицы краски, получая отрицательный заряд, притягиваются к положительно заряженному кузову и осаждаются равномерным слоем.
Сушка
Степень сушки лакокрасочных покрытий определяется интенсивностью испарения растворители, находящегося в эмали. Она может быть естественной (при температуре 18 ... 23°С и относительной влажности в помещении не выше 70 %) и искусственной (при температуре 60 ... 175 °С). Продолжительность естественной сушки 2 ... 48 ч и поэтому при окраске кузова, кабины или платформы ее применяют редко. Наиболее прогрессивной является искусственная сушка, которая значительно сокращает время высыхания и позволяет получать более качественные декоративные свойства покрытия.
Шлифование и полировка
Для придания кузову эстетичного внешнего вида необходимы периодические полирование и шлифовка. Шлифовке также подвергают промежуточные слои покрытия, если они имеют явную волнистость, либо необходимо улучшить сцепление между слоями покрытия. От тщательности шлифования зависит качество окраски всего кузова. Шлифовке подлежат только полностью высохшие слои покрытия. Шлифовать нужно плавными, равномерными движениями, без сильного нажима. Шкурку по мере засаливания и истирания заменяйте новой.
Применяют «сухое» или «мокрое» шлифование. «Мокрое» шлифование подразумевает использование воды или любой инертной жидкости для смачивания обрабатываемой поверхности и шлифовальной шкурки. В этом случае повышается качество шлифования. При шлифовании нитроэмалевых поверхностей рекомендуют применять водостойкие шкурки и уайт-спирит. «Мокрому» шлифованию подвергают поверхности, покрытые водостойкими эмалями, масляно-лаковыми, нитроцеллюлозными, эпоксидными и др.
По окончании шлифования проверьте качество. Хорошо отшлифованная поверхность равномерно смачивается водой и, кроме того, на ощупь не должны ощущаться переходы и границы участков между слоями покрытия. Осмотрите поверхность, освещая ее боковым светом. Обнаруженные дефекты снова подвергните шпатлеванию и шлифовке.
Полирование проводится вручную или с помощью электродрели (скорость вращения 3000...4000 мин"1). На полировочный круг наложите слой ваты (5...7 см) и оденьте полировочную шапочку из натурального или искусственного меха, цигейки, сукна, фланели или фетра. Нанесенные на ЛКП восковые пасты «Автополироль-2», «Автовоск АВ-70» и др. образуют защитный слой, который предохраняет покрытие от атмосферных воздействий. Полируйте равномерными возвратно-поступательными движениями, при этом следите за тем, чтобы полируемая поверхность не нагревалась выше 40 °С. Не проводите полировку на солнце.
Дата: 2019-12-22, просмотров: 543.