Радиально-сверлильных станков
При комплектовании наладок режущими и вспомогательными инструментами необходимо, чтобы все они были согласованы по присоединительным поверхностям между собой и со шпинделем станка. На рис. 6 показаны некоторые случаи комплектования наладок вертикально-сверлильных и радиально-сверлильных станков.
В условиях мелкосерийного производства для крепления сверл с цилиндрическим хвостовиком могут применяться трехкулачковые патроны с ключом. Эти патроны устанавливаются в шпиндель непосредственно на станках с наружным укороченным конусом Морзе (мод. 2МП2) или с использованием переходной оправки (мод. 2Н118, 28125) (рис. 6,а).
В крупносерийном и массовом производстве используются сверла с коническим хвостовиком, которые устанавливаются непосредственно в конус Морзе шпинделя станка или, если конусы не соответствуют друг другу, через стандартные переходные втулки. Сверла с цилиндрическим хвостовиком устанавливают в коническое отверстие шпинделя станка с помощью переходных втулок для инструментов с цилиндрическим хвостовиком (рис. 6,б). В этом случае применяют сверла, имеющие поводок.
Аналогично поступают при обработке отверстий зенкерами, развертками и др. Машинно-ручные метчики для нарезания резьбы во избежание поломок закрепляют в шпинделях станков с помощью специальных предохранительных патронов, настроенных на определенный крутящий момент (рис. 6,в). Гаечные метчики закрепляют с применением специальных патронов по ГОСТ 21827-76. На рис. 6,г показана СИН вертикально-сверлильного станка для обработки отверстий несколькими последовательно работающими инструментами. Для закрепления инструментов применяют быстросменные патроны и втулки к ним.
На схеме показывают последний инструмент, установленный в быстросменную втулку и патрон, в положении обработки. Остальные инструменты показывают рядом в комплекте со втулками в последовательности выполнения технологических переходов.
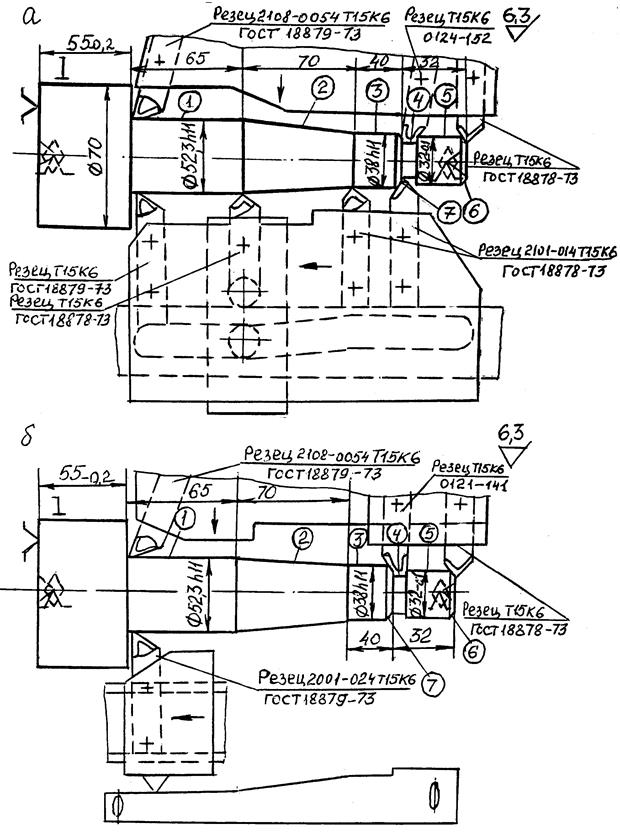
Рис. 5. Схема инструментальной наладки токарных полуавтоматов:
а – многорезцового; б – копировального
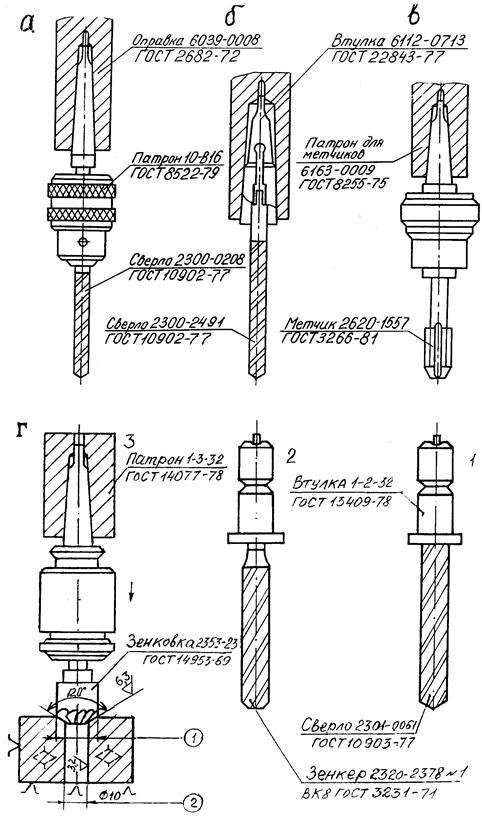
Рис. 6. Комплекты инструментальных наладок к вертикально-
и радиально-сверлильным станкам: а – сверло с коническим хвостовиком;
б – сверло с цилиндрическим хвостовиком; в – метчик с предохранительным
патроном; г – схема инструментальной наладки для обработки отверстия
несколькими последовательно работающими инструментами
Наладка расточных станков
При обработке на этих станках для операций сверления, зенкерования, развертывания используются вспомогательные инструменты аналогично обработке на сверлильных станках. Для операций одновременного растачивания нескольких соосных отверстий в качестве вспомогательного инструмента широко используются борштанги и расточные оправки, которые служат для закрепления нескольких одновременно работающих инструментов: резцов, расточных пластин, насадных зенкеров и разверток. По борштангам и расточным оправкам стандартизованы размеры диаметров (ГОСТ 15507-70) и способы крепления резцов и пластинчатого инструмента в оправках и борштангах (ГОСТ 13895-75 и ГОСТ 15508-70). Кроме того, стандартизированы оправки расточные консольные (ГОСТ 21221-75 – ГОСТ 21226-75). Для выполнения фрезерных работ на расточных станках с помощью торцевых фрез применяются оправки по ГОСТ 13043-78.
Наладка фрезерных станков
Наладка фрезерного станка при одноинструментальной обработке состоит из фрезы и вспомогательного инструмента, с помощью которого фреза крепится к шпинделю, а также эскиза заготовки на данной операции.
На горизонтально-фрезерных станках для цилиндрических и дисковых фрез используются оправки с промежуточными кольцами (рис. 7,а).
Шпиндельные оправки используются на горизонтально- и вертикально-фрезерных станках для крепления торцовых и дисковых фрез (рис. 7,б). Концевые фрезы с цилиндрическим хвостовиком крепятся в шпинделе фрезерного станка с помощью патронов с цангами (рис. 7,в). Торцовые фрезы крепятся винтами непосредственно к шпинделю станка. Крутящий момент передается с помощью шпонки (рис. 7,г).
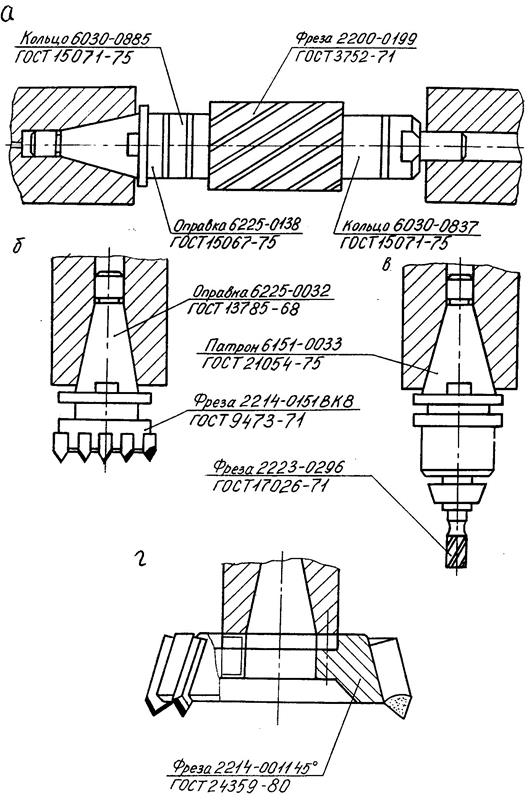
Рис. 7. Комплекты инструментальных наладок к горизонтально- и
вертикально-фрезерным станкам: а – с оправкой и промежуточными
кольцами; б – со шпиндельной оправкой; в – с патроном и цангой;
г – со шпинделем и торцовой фрезой
На рис. 8 показана СИН фрезерно-центровального станка.
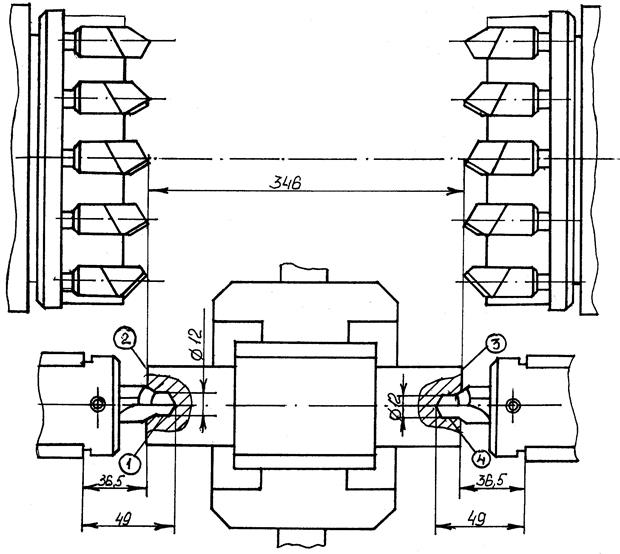
Рис. 8. Схема инструментальной наладки фрезерно-центровального станка
Применение торцовых фрез со сменными пластинами точного исполнения исключает подналадку при повороте и смене пластин. Центровочные сверла закрепляют в сменных втулках с регулируемым упором, что позволяет налаживать вылет сверл вне станка.
Дата: 2019-12-09, просмотров: 436.